雙螺桿擠出機(jī)對(duì)氨綸造粒的影響
張佳陽(yáng)���,茹巧榮
(河南應(yīng)用技術(shù)職業(yè)學(xué)院��,河南鄭州450042)
摘要:本課題通過(guò)調(diào)整和改進(jìn)擠出工藝參數(shù)�����,實(shí)現(xiàn)將氨綸絲料制備成顆粒料的突破��,完氨綸的擠出造粒���。雙螺桿擠出機(jī)參數(shù)調(diào)整對(duì)產(chǎn)品的穩(wěn)定性和性能有著重要的影響���,通過(guò)控制磨損提高擠出機(jī)的擠出產(chǎn)品的產(chǎn)率,最終實(shí)現(xiàn)氨綸的回收利用���。
關(guān)鍵詞:氨綸���;擠出機(jī)參數(shù);造粒�;擠出效率
中圖分類號(hào):X783.4 文獻(xiàn)標(biāo)識(shí)碼:A
文章編號(hào): 2095-0748(2019)03-0025-03
引言 氨綸的學(xué)名是聚氨基甲酸酯纖維,氨綸是一種性能優(yōu)良的聚氨酯類化學(xué)纖維�,廣泛應(yīng)用于紡織�����、生物醫(yī)用等領(lǐng)域[1]���。氨綸廢絲為長(zhǎng)纖維�����,而且成形后的廢絲多是卷繞在一起�。常見的氨綸廢絲處理方法有能量回收法、化學(xué)回收法和物理回收法��。能量回收法主要是燃燒法�����,但常因焚燒不完全而造成空氣污染��;化學(xué)回收法是對(duì)氨綸廢絲溶解或降解后再利用�����,此法成本較高�����,且溶劑和催化劑較難回收��;物理回收法是直接對(duì)氨綸廢絲進(jìn)行再成型[2]�����,此法成本低且無(wú)是直接對(duì)氨綸廢絲進(jìn)行再成型[2],此法成本低且無(wú)污染���,多用于改性聚合物種�����。本課題采用的就是物理回收法����,對(duì)氨綸廢絲擠出造粒后再利用����。本文采用擠出熔融法制備氨綸粒料,通過(guò)改進(jìn)擠出工藝����,既解決了氨綸的擠出造粒問(wèn)題,又提供了氨綸與其它高分子共混的新方式�����。
1實(shí)驗(yàn)部分
1)實(shí)驗(yàn)原料�。氨綸絲:主要成分是聚醚二醇(PTMG)、4�,4-二苯基甲烷二異氰酸酯(MDI)。
2)實(shí)驗(yàn)儀器����。雙螺桿擠出機(jī):TE-34型,南京科亞塑料機(jī)械有限公司����。數(shù)字顯示顯微熔點(diǎn)測(cè)定儀:X-4,北京泰克儀器有限公司�����。
1.1實(shí)驗(yàn)原料的處理
1)氨綸熔點(diǎn)的測(cè)定�。抽取少量氨綸絲樣品進(jìn)行熔點(diǎn)測(cè)定;每組測(cè)三次再求平均值�;氨綸的熔融范圍在160~180℃左右。
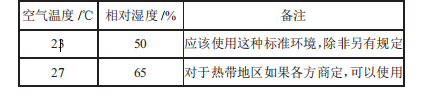
2)狀態(tài)調(diào)節(jié)���。擠出前�����,試樣要在GB/T2918—1998所給的標(biāo)準(zhǔn)環(huán)境中進(jìn)行狀態(tài)調(diào)節(jié)�����,表1所示�����。
3)原料的烘干����。氨綸粒料在75℃烘干6h。把烘干后的氨綸從加料口加入雙螺桿擠出機(jī)中��,再按照一定的工藝條件熔融共混后擠出造粒���。
表1狀態(tài)調(diào)節(jié)
1.2擠出機(jī)參數(shù)設(shè)定
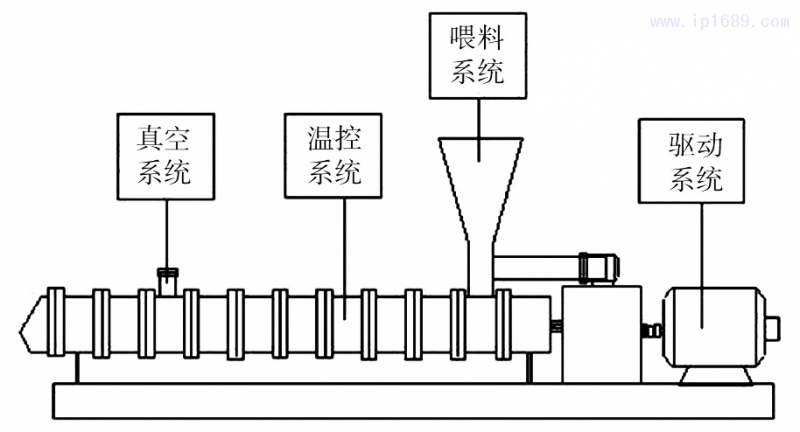
臥式雙螺桿擠出機(jī)的典型結(jié)構(gòu)如圖1所示���,臥式雙螺桿擠出機(jī)主要由擠出系統(tǒng)、傳動(dòng)系統(tǒng)�、控制系式雙螺桿擠出機(jī)主要由擠出系統(tǒng)、傳動(dòng)系統(tǒng)�、控制系式雙螺桿擠出機(jī)主要由擠出系統(tǒng)、傳動(dòng)系統(tǒng)���、控制系式雙螺桿擠出機(jī)主要由擠出系統(tǒng)�、傳動(dòng)系統(tǒng)、控制系統(tǒng)�����、冷卻系統(tǒng)四個(gè)部分組成�����。擠出系統(tǒng)主要包括螺統(tǒng)���、冷卻系統(tǒng)四個(gè)部分組成。擠出系統(tǒng)主要包括螺桿�����、機(jī)筒����;傳動(dòng)系統(tǒng)主要包括電機(jī)與傳動(dòng)裝置;控制系統(tǒng)包括起?����?刂萍邦l率控制���;故障冷卻系統(tǒng)主要由冷卻水管道和腔室組成���;臥式雙螺桿擠出機(jī)的擠出能力主要和擠出機(jī)的功率�、螺桿的直徑大小有關(guān)�。增大螺桿直徑,螺桿擠出機(jī)的生產(chǎn)能力顯著增加�,有資料表明,擠出量與螺桿直徑的平方幾乎成正比[3]�。但是,對(duì)于單臺(tái)的臥式��,其擠出量雙螺桿擠出機(jī)��,除物料性質(zhì)影響外�����,主要和螺桿的外形尺寸��、表面參數(shù)���、機(jī)筒的參數(shù)�����、螺桿與機(jī)筒的間隙等有關(guān)��。
圖1雙螺桿擠出機(jī)的結(jié)構(gòu)圖
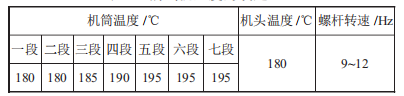
氨綸的擠出溫度是根據(jù)氨綸的熔點(diǎn)設(shè)定的�����,實(shí)驗(yàn)過(guò)程中�����,為保證氨綸熔融充分�����,同時(shí)防止溫度過(guò)高導(dǎo)致氨綸的發(fā)生熱分解�,在氨綸粒料的制備過(guò)程中料筒熔融段溫度應(yīng)控制在160~200℃之間�。為找到合適的擠出溫度,對(duì)擠出機(jī)的各段溫度進(jìn)行了探索��,表2所示:
表2擠出機(jī)溫度的設(shè)定(一)
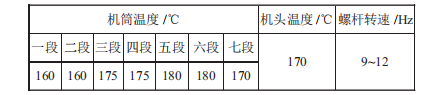
按照表2擠出溫度的設(shè)定�,出料量比較少,在擠出過(guò)程中�,物料由玻璃態(tài)轉(zhuǎn)化為熔融態(tài)的過(guò)程,除搞好物料塑化所需熱量與所供熱量的平衡��,使物料完成理想的塑化外,熔壓也是一個(gè)十分重要的控制指標(biāo)��。出料量不理想說(shuō)明氨綸絲部分黏糊在螺桿上����,擠出溫度的設(shè)定過(guò)高,因此對(duì)擠出機(jī)的溫度調(diào)低���,參數(shù)如表3所示:
表3擠出機(jī)溫度的設(shè)定(二)
按照表3設(shè)定的擠出機(jī)參數(shù)���,擠出的顆粒料摻雜的有絲狀物,說(shuō)明在給定的溫度下����,部分氨綸絲沒有熔融,在擠出成型階段��,嚴(yán)格的溫度轉(zhuǎn)變點(diǎn)是不存有熔融�,在擠出成型階段,嚴(yán)格的溫度轉(zhuǎn)變點(diǎn)是不存在的���,均是有一個(gè)范圍��,而且與應(yīng)力的大小��、作用時(shí)間和速度有關(guān)�。在擠出成型加工中,我們希望物料變化的三個(gè)區(qū)域與螺桿的三段一一對(duì)應(yīng)�����,完全吻合����,這樣能達(dá)到最大的產(chǎn)量和最佳的質(zhì)量����。但是在實(shí)際生產(chǎn)中,往往物料物態(tài)變化的三個(gè)區(qū)和擠出機(jī)的三個(gè)產(chǎn)中���,段不能完全吻合�����,此時(shí)就要反復(fù)試驗(yàn)找出物料性質(zhì)����、工藝參數(shù)��、設(shè)備參數(shù)與三個(gè)區(qū)域長(zhǎng)度的關(guān)系,從而使物料的三區(qū)和螺桿的三段吻合��。經(jīng)過(guò)反復(fù)試驗(yàn)�,最終確定擠出機(jī)溫度的參數(shù)如表4所示:
表4擠出機(jī)溫度的設(shè)定(三)
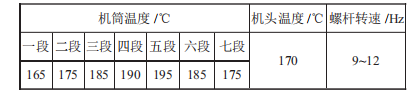
按照表4給定的擠出機(jī)溫度設(shè)置,擠出的氨綸粒料均勻度較好�,基本能夠達(dá)到共混的要求,相容性是聚合物共混體系的最重要的特性��。共混過(guò)程實(shí)施的難易��、共混物的形態(tài)與性能���,都與共混組分之間的相容性有關(guān)�,為了提高氨綸粒料與其他高分子的相容性����,對(duì)擠出后的粒料進(jìn)行二次擠出,二次擠出的溫度參數(shù)與一次擠出的參數(shù)相同��。
1.3提高擠出機(jī)產(chǎn)品產(chǎn)率
對(duì)于一臺(tái)生產(chǎn)中使用的雙螺桿擠出機(jī)�����,其螺桿的主要尺寸參數(shù)都已經(jīng)固定。但隨著生產(chǎn)的進(jìn)行�,擠出產(chǎn)量會(huì)逐漸降低。在使用中���,由于螺桿�、機(jī)筒與物料之間會(huì)發(fā)生磨損�,導(dǎo)致擠出機(jī)螺桿和機(jī)筒之間的摩擦增大,進(jìn)而影響產(chǎn)率���。而聚合溫度一些參數(shù)的改變���,磨損機(jī)理研究中認(rèn)為磨損主要可以分為以下5類[4],表5所示:
表5磨損的類型和原因
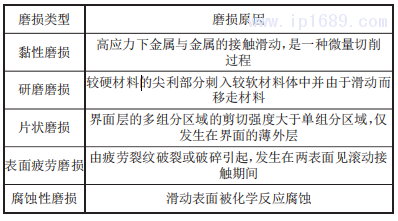
擠出機(jī)在擠出物料過(guò)程中����,發(fā)生的很重要的磨損機(jī)理是黏性磨損���、研磨磨損和腐蝕磨損���。黏性磨損主要是由于螺桿在重力的作用下下垂,當(dāng)擠出機(jī)空轉(zhuǎn)時(shí)�,將在螺桿和機(jī)筒間發(fā)生金屬對(duì)金屬的接觸,在螺桿的末端處,這種磨損達(dá)到最大�;當(dāng)擠條物料中含有分子篩時(shí),由于分子篩中硅含量高��,粒子硬度高����,會(huì)導(dǎo)致擠出機(jī)螺桿和機(jī)筒的研磨磨損加劇�;而物料中的HNO3、NH4F等強(qiáng)腐蝕性介質(zhì)��,是導(dǎo)致擠出機(jī)螺桿產(chǎn)生腐蝕性磨損的原因�。這幾種磨損同時(shí)發(fā)生并互相作用,其磨損速度比單一的磨損快得多����。
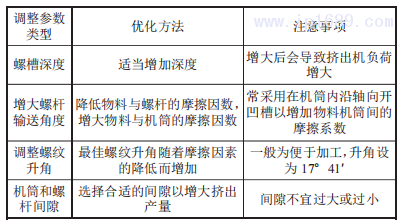
擠出系統(tǒng)是決定螺桿擠出機(jī)產(chǎn)量的關(guān)鍵。擠出系統(tǒng)主要包括螺桿和機(jī)筒�。在生產(chǎn)中,由于螺桿和機(jī)筒磨損��,往往會(huì)需要備用螺桿和機(jī)筒�����,在備用時(shí),我們可以按照螺桿固體輸送理論中提到的影響固體輸送能力的一些螺桿和機(jī)筒的參數(shù)����,在螺桿和機(jī)筒制造中提出相應(yīng)的技術(shù)要求,來(lái)到達(dá)提高雙螺桿擠出機(jī)產(chǎn)量的目的��。在制造過(guò)程中��,主要可以通過(guò)優(yōu)化以下擠出機(jī)螺桿參數(shù)的方法來(lái)提高雙螺桿擠出機(jī)的擠出產(chǎn)量�,表6所示:
表6優(yōu)化螺桿參數(shù),提升雙螺桿擠出機(jī)產(chǎn)量
擠出一段時(shí)間對(duì)螺桿進(jìn)行優(yōu)化��,及時(shí)清理螺桿間的積料�,減少螺桿的磨損,氨綸粒料的產(chǎn)量較之前增加�����,生產(chǎn)過(guò)程更加流暢����。
2結(jié)語(yǔ)
通過(guò)調(diào)整擠出機(jī)的溫度參數(shù)�����,實(shí)現(xiàn)氨綸的擠出造粒,實(shí)現(xiàn)物料由絲狀向顆粒狀轉(zhuǎn)變的突破�����。同時(shí)分析了影響擠出機(jī)擠出效率的因素�����,通過(guò)減少積料量進(jìn)而減少擠出機(jī)的磨損���,在生產(chǎn)中達(dá)到平穩(wěn)造粒的目的�,同時(shí)提高了氨綸擠出顆粒的產(chǎn)量����。
參考文獻(xiàn)
[1]宋心遠(yuǎn).氨綸的結(jié)構(gòu)、性能和染整(一)[J].印染��,2002(11):30-35.
[2]毛植森,劉亞輝,陳玲,等.氨綸廢絲再利用研究進(jìn)展[J].廣東化工���,2015(14):148���;155.
[3]馬小明,周陽(yáng).高速雙螺桿擠出機(jī)螺桿軸斷裂失效分析[J].機(jī)械工程材料,2017(3):107-111.
[4]初起寶,量力群.錐形雙螺桿磨損機(jī)理及抗磨技術(shù)[J].橡塑技術(shù)及裝備��,2005(11):19-23.
















 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...













