王新蒙
(唐山工業(yè)職業(yè)技術(shù)學(xué)院�����,河北 唐山��,063299)
摘要:針對汽車內(nèi)飾功能件模內(nèi)裝飾(IMD)成型的需要��,設(shè)計了該功能件的IMD成型工藝方案���,完成了兩副關(guān)鍵設(shè)備的結(jié)構(gòu)設(shè)計���。IMD成型工藝包含膜片文創(chuàng)圖案絲印、膜片預(yù)成型��、膜片沖裁��、膜片模內(nèi)注塑等環(huán)節(jié)�。針對膜片預(yù)成型工序設(shè)計了一種膜片高壓預(yù)成型模具;針對模內(nèi)注射成型工序�,設(shè)計了一種兩板兩腔單次分型側(cè)澆口注塑模具。實踐證明�,該成型工藝工序設(shè)計合理��,成型模具裝置結(jié)構(gòu)簡單�����、實用�����,能為同類內(nèi)飾件的成型設(shè)計提供借鑒�����。
關(guān)鍵詞:模內(nèi)裝飾 高壓成型 汽車內(nèi)飾 工藝設(shè)計 模具設(shè)計
對于集藝術(shù)性�����、時代性為一體的具有文創(chuàng)圖案標識的功能性內(nèi)飾件�,如空調(diào)調(diào)控面板���、中控擋位操控面板等�����,需運用特殊的注射成型工藝��,保證塑件外表面上文創(chuàng)標識的耐磨性能及其清晰度[1-3]���,此工藝被稱為模內(nèi)裝飾(IMD)。該技術(shù)是將印有圖案的薄膜放入注塑模內(nèi)進行注塑的一種新技術(shù)��,其在汽車內(nèi)飾件生產(chǎn)中有著廣泛應(yīng)用��,并被廣大消費者喜愛[4-6]��。下面結(jié)合某乘用車行車模式功能鍵觸摸蓋內(nèi)飾件的IMD成型進行該工藝技術(shù)介紹�����,以供工藝制作及模具設(shè)計參考��。
1行車模式功能鍵觸摸蓋塑件形狀
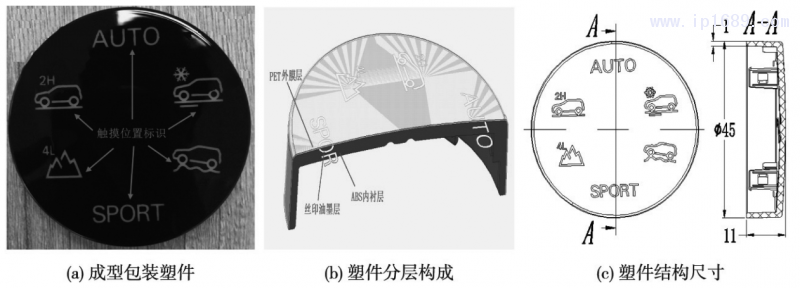
采用IMD成型的功能鍵觸摸蓋塑件如圖1(a)所示��,塑件外圍尺寸為 45mmx11mm�����。塑件由三部分構(gòu)成�,如圖1(b)所示,最外層為聚對苯二甲酸乙二醇酯(PET)保護膜耐磨層(厚度為0.125~ 0.250mm),中間層為絲印油墨(厚度為0.125~0.250mm)����,最內(nèi)層為丙烯腈-丁二烯-苯乙烯共聚物(ABS)硬膠塑膠層(厚度為2mm)。該塑件在文案位置處實際上有三層�����,而在非文案處則為兩層
2塑件IMD成型工藝
1)PET硬質(zhì)膜定制�。膜材料選用深圳市森銳泰科技有限公司的PET膜,該膜特點:防變形能力較好�,耐高溫、耐水�、耐化學(xué)性,熔點260℃以上���,透明性非常優(yōu)越��,透光率90%�,不同厚度透光率幾乎不變�����,適用于高端面板印刷��。膜的定制采用單面加硬膜,厚度為200μm���,該厚度的薄膜應(yīng)用于該產(chǎn)品特點:抗刮傷性好���,耐腐蝕性好�,單面可印刷,紫外光膠(UV)/PET油墨附著力強�����,透明度可達90%以上�����,可單面/雙面油墨增強附著力處理���,印刷附著力強�。本次成型選用的膜片為單面加硬膜片���,加硬膜面涂裝硬度級數(shù)為2H�。PET膜片為卷料��。
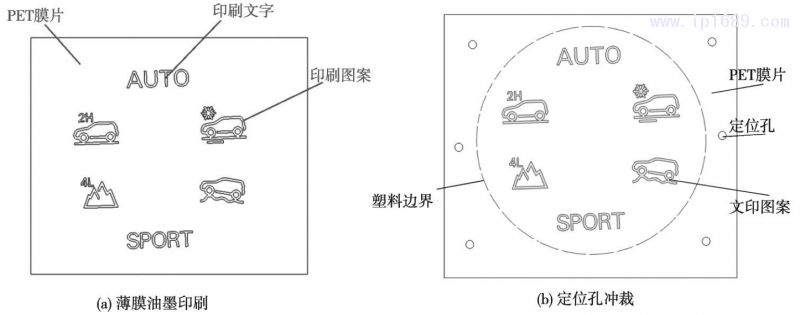
2)油墨絲印。將圖1(a)所示的文字及圖案經(jīng)預(yù)變形尺寸分析后��,通過絲網(wǎng)印刷的方式���,印制于非加硬膜面一側(cè)�����,如圖2(a)所示���。
3)定位孔沖裁。油墨烘干后需要進行定位孔設(shè)置���,為下一步的膜片高壓成型做準備��,定位孔沖裁如圖2(b)所示�。
4)將圖2(b)中獲得的膜片置入高壓成型機內(nèi)����,進行膜片的預(yù)成型,該步驟需要設(shè)計專用膜片高壓預(yù)成型模具���,成型好后的膜片再進行下一步的修邊沖裁�。
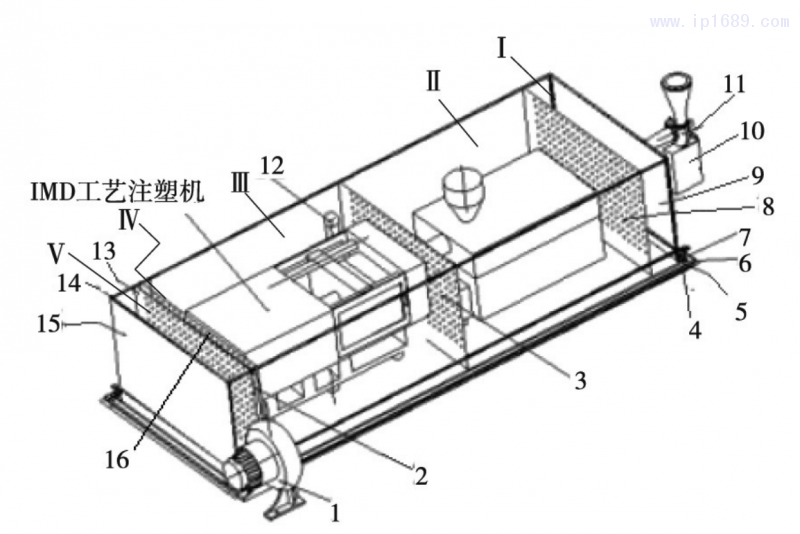
5)將成型后PET膜片放置于專用IMD注塑機內(nèi)進行注塑,需要設(shè)計相應(yīng)的模內(nèi)成型注塑模具��,該注塑環(huán)節(jié)不同于普通注塑�,對環(huán)境溫度控制要求較高,需要設(shè)置特殊的注塑機及專用注塑機工以保證塑件在一定濕度和溫度條件下進行注塑����。注塑機環(huán)境采用如圖3所示的工棚進行控制。
工棚主要是保證制作IMD塑件注塑機為恒溫��、恒濕��、去靜電的使用環(huán)境��。各零件作用:件6�����,9�����,15薄膜圍成注塑機所需要的獨立工作空間����,其內(nèi)設(shè)置有件14,3���,8��,這3個隔熱小孔通風(fēng)板形成Ⅰ~Ⅴ共5個空間���,其中Ⅳ空間為灰塵過濾空間。其中件13���,16�,3����,8設(shè)置有小圓孔,起到通風(fēng)的作用����。件5,6起到與外界空氣隔絕的作用����,件4用于調(diào)節(jié)件5的壓緊程度。其工作原理是:件1送等離子風(fēng)至第Ⅴ室���,經(jīng)件2過濾后進第Ⅲ室��、Ⅱ室�、Ⅰ室,隨后由件11抽送至外部環(huán)境中��,以防止Ⅱ室內(nèi)加熱空氣倒流進Ⅲ室��,而影響Ⅲ室內(nèi)的溫度�����,從而引起IMD制品的翹曲變形����。件12為開啟注塑機艙門時���,保證操作者身上無靜電釋放�。件1所送進的風(fēng)為等離子空氣����。Ⅰ、Ⅱ����、Ⅲ����、Ⅳ室內(nèi)皆設(shè)置有溫度�����、濕度控制傳感器�,以保證件1在空氣輸送期間隨時依據(jù)工況變化而做濕度調(diào)整,保證Ⅱ�、Ⅲ室內(nèi)的恒溫、恒濕環(huán)境���。
3膜片高壓預(yù)成型模具設(shè)計
3.1模具結(jié)構(gòu)
膜片高壓預(yù)成型模具的結(jié)構(gòu)如圖4所示���。
3.1模具結(jié)構(gòu)
膜片高壓預(yù)成型模具的結(jié)構(gòu)如圖4所示。
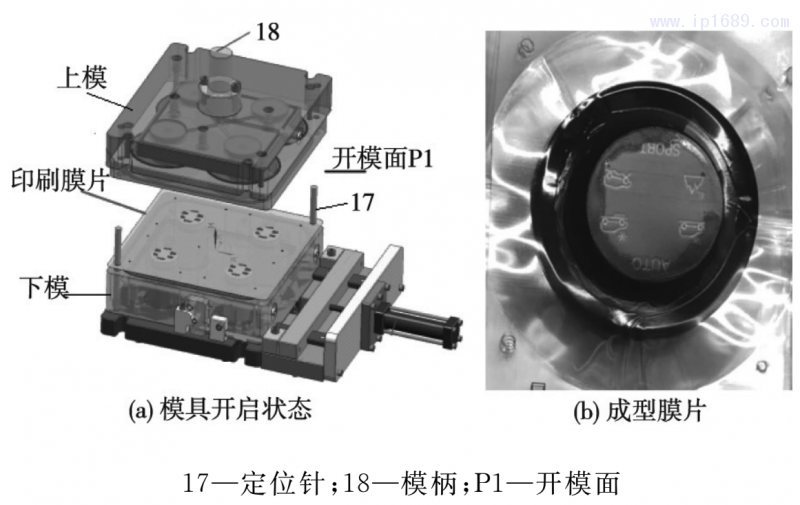
模具結(jié)構(gòu)類似于板料沖壓模具�����,由上��、下兩部分構(gòu)成。其作用是:模具在高壓成型機內(nèi)放置好后���,模具打開�,將圖2(b)中進行定位制成后的PET印刷膜片放在圖4(a)所示的由定位針17與膜片上相應(yīng)的定位孔定好的位置���,高壓成型機內(nèi)的加熱裝置對膜片進行加熱����,再將高壓成型機上部的沖頭將模柄18下壓���,將上模與下模閉合��,對膜片進行成型���,成型的膜片如圖4(b)所示。
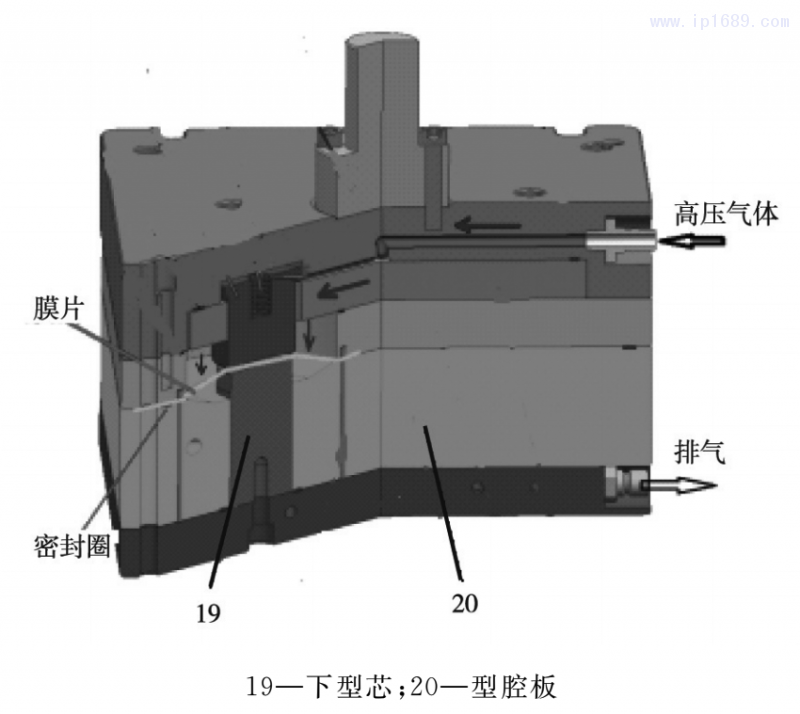
3.2工作原理
具工作原理如圖5所示���。將PET膜片放入模具中,依靠定位針17定位加熱好后�,模具閉合,高壓成型機將高壓氣體注入膜片上部的腔體中���,從而將軟化后的膜片通過高壓氣體往下壓��,緊貼住下方的下型芯19�����,同時膜片下方腔體中的氣體由抽氣機抽走����,保證膜片能無間隙緊貼下型芯19的表面并將其包緊,形成圖4(b)所示的成型膜片��。成型后膜片的脫模由型腔板20推出和氣體輔助頂出2種方式相結(jié)合來從型芯19上頂出�����。
4模內(nèi)成型注塑模具設(shè)計
4.1模具結(jié)構(gòu)
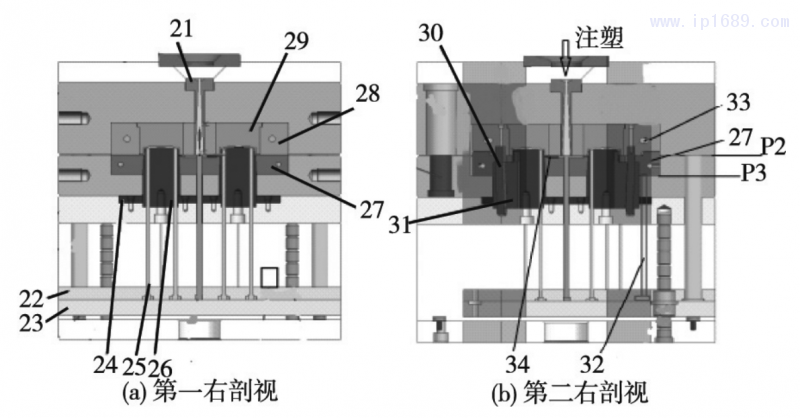
將圖4(b)所示預(yù)成型膜片進行沖裁修邊后���,再將該膜片放入圖6所示的IMD注塑模具中�����,對膜片的內(nèi)表面進行注塑增強加固�����。使用兩板兩腔單次開模冷流道側(cè)澆口結(jié)構(gòu)的注塑模具����,單腔中,澆口采用開設(shè)于脫模推板27上的流道澆口34進行澆注��,模腔內(nèi)的排氣則依賴于型芯26與脫模推板27之間的安裝間隙來進行���,其安裝間隙不大于0.02mm����。
單腔型腔的成型件主要由型腔中央鑲件29和型芯26構(gòu)成�。采用8mm水道33進行冷卻,型芯26�、脫模推板27、型腔鑲件28都需要冷卻���。成型后的塑件脫模依靠3種機構(gòu)實現(xiàn):一是依靠推桿32和脫模推板27組合在一起的外沿推板機構(gòu)實施外邊沿的推出脫模��;二是內(nèi)壁上設(shè)置頂針25的頂出脫模�;三是塑件內(nèi)壁上4個倒扣的彎銷內(nèi)收抽芯脫模機構(gòu)���,機構(gòu)由彎銷30驅(qū)動安裝于型芯壓板24以下的內(nèi)滑塊31實施內(nèi)收抽芯,實現(xiàn)塑件內(nèi)壁上4個倒扣的脫模。
4.2模具工作過程
模具工作過程按照如下步驟����。
1)模具安裝于注塑機上后,在圖6(b)的P2面處打開�,依靠機械手,將圖4(b)中沖裁好的膜面放入型腔中央鑲件29內(nèi)���,并通過背面中空吸住貼緊鑲件29的腔壁����。
2)模具在P2面處閉合�,注塑機噴嘴通過澆口襯套21將塑件注塑到模腔內(nèi),熔融塑料通過流道澆口34進入模腔��,采用低壓注塑方式進行注塑��。經(jīng)保壓���、冷卻等過程后�,等待開模�。
3)模具在P2面處打開,打開時��,彎銷30將驅(qū)動內(nèi)滑塊31完成塑件內(nèi)壁4個倒扣內(nèi)收抽芯脫模。
4)注塑機頂桿推動蓋板22��、推板23頂出��,從而推動推桿32及其連接的脫模推板27����、頂針25等聯(lián)合將塑件從型芯26上頂出,實現(xiàn)塑件的完全脫模�。
5)復(fù)位時,第4步中的頂出機構(gòu)必須先復(fù)位�,而后模具再次從第1步往復(fù)循環(huán)進行。
05 膜片注射成型工藝
通過塑件IMD成型工藝過程可以看出��,膜片熱氛圍高壓吸塑成型�、模內(nèi)IMD注射成型是關(guān)鍵的成型環(huán)節(jié),該工序中用到的模具設(shè)計關(guān)鍵技術(shù)要點和創(chuàng)新點如表1所示����。
6結(jié)論
a)針對某汽車內(nèi)飾件藝術(shù)圖案裝飾成型需要,設(shè)計了IMD成型工藝方案����。
b)針對膜片預(yù)成型工序設(shè)計了一種膜片高壓預(yù)成型模具;針對模內(nèi)注射成型工序�����,設(shè)計了一種兩板兩腔單次分型側(cè)澆口注塑模具��。最終生產(chǎn)出的內(nèi)飾件文創(chuàng)圖案美觀清晰����、色澤鮮明。
參考文獻
[1]李天添�,趙丹華,趙江洪.基于視覺認知的汽車內(nèi)飾造型效果圖評價體系構(gòu)建[J].包裝工程�����,2018�����,39(6):165-169.
[2]趙利平.基于多腔交錯排布的操作按鈕注塑模具設(shè)計[J].現(xiàn)代塑料加工應(yīng)用��,2018�,30(4):48-51.
[3]趙丹華,顧方舟.汽車內(nèi)飾的造型設(shè)計與設(shè)計研究[J].包裝工程���,2019���,40(16):43-61.
[4]王薇莉�����,胡在京����,陳利民.采用模內(nèi)裝飾技術(shù)的手機面板注塑模具設(shè)計[J].塑料�����,2009�,38(2):101-103.
[5]李桂芹.汽車儀表罩殼IMF斜曲面膜熱定型成型模具設(shè)計[J].塑料工業(yè),2016����,44(8):44-48.
[6]沈忠良,鄭子軍���,肖國華���,等.汽車中控面板IMD成組模具設(shè)計[J].工程塑料應(yīng)用,2017�����,45(1):70-75.
























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





