注塑成型又稱注射模塑成型�����,它是一種注射兼模塑的成型方法�。注塑成型方法的優(yōu)點(diǎn)是生產(chǎn)速度快、效率高�,操作可實(shí)現(xiàn)自動(dòng)化,花色品種多���,形狀可以由簡到繁����,尺寸可以由大到小�,而且制品尺寸精確,產(chǎn)品易更新?lián)Q代����,...
來源: 發(fā)布時(shí)間:2019年04月11日 16:48:48 閱讀:6723
模具溫度對(duì)結(jié)晶度及成型收縮率有一定的影響,高模溫結(jié)晶度高����、耐磨性、硬度�、彈性模量增加、吸水性下降、制品的成型收縮率增加�����;低模溫結(jié)晶度低�、韌性好、伸長率較高��。
來源: 發(fā)布時(shí)間:2019年04月10日 16:47:04 閱讀:7884
成型機(jī)鎖模力不足�����。選擇注塑機(jī)時(shí)�,機(jī)器的額定鎖模力必須高于注射成型制品縱向投影面積在注射時(shí)形成的張力���,否則將造成脹模����,出現(xiàn)分型面毛邊�����。
來源: 發(fā)布時(shí)間:2019年04月09日 16:43:49 閱讀:8204
熱流道系統(tǒng)����,又稱熱澆道系統(tǒng)�,主要由熱澆口套���,熱澆道板��,溫控電箱構(gòu)成�����。我們常見的熱流道系統(tǒng)有單點(diǎn)熱澆口和多點(diǎn)熱澆口二種形式���。
來源: 發(fā)布時(shí)間:2019年04月08日 16:34:23 閱讀:7498
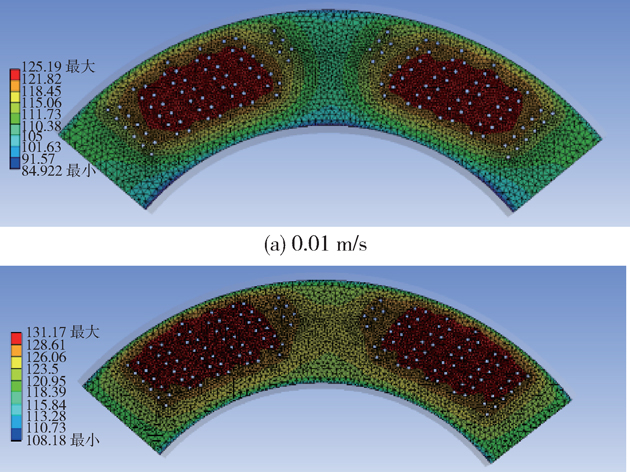
注塑工業(yè)中,模具溫度的確定�,注射成型工藝過程中,模具溫度直接影響到塑料的充模�、塑件的定型、模塑周期和塑件質(zhì)量����。
來源: 發(fā)布時(shí)間:2019年04月08日 09:36:41 閱讀:6666
注塑工藝設(shè)定要考慮收縮率��、流動(dòng)性�����、結(jié)晶性、熱敏性塑料及易水解塑料�����、應(yīng)力開裂及熔體破裂�����、熱性能及冷卻速度���、吸濕性等因素���。
來源: 發(fā)布時(shí)間:2019年04月04日 09:32:31 閱讀:8202
當(dāng)流動(dòng)性能較差的低溫高粘度熔料在注料口及流道中以半固化波動(dòng)狀態(tài)注入型腔后���,熔料沿模腔表面流動(dòng)并被不斷注入的后續(xù)熔料擠壓形成回流及滯流,從而在塑件表面產(chǎn)生以澆口為中心的年輪狀波流痕�。
來源: 發(fā)布時(shí)間:2019年04月03日 09:31:14 閱讀:7041
摘要: 本文主要研究了改性黑色聚丙烯材料中HDPE、LDPE���、POE以及黑色母等成分對(duì)蓄電池塑蓋激光打標(biāo)效果的影響���,并通過共混改性的方法��,在PP樹脂中添加一定份數(shù)的激光打標(biāo)劑�,有效地提高了黑色聚丙烯材料的激光打標(biāo)...
來源: 發(fā)布時(shí)間:2019年04月03日 09:17:59 閱讀:7926
溢料又稱飛邊��、毛邊或披鋒等��。制品生產(chǎn)過程中���,模具的鎖模力低�����,難以保持成型整個(gè)過程模具緊閉��,模具結(jié)構(gòu)變形在分型線處有縫隙��,在型腔壓力較高處便會(huì)造成溢料����。
來源: 發(fā)布時(shí)間:2019年04月02日 09:11:22 閱讀:6910
























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...













