無(wú)論是油壓式還是電動(dòng)式注塑機(jī)���,所有注塑過(guò)程中的運(yùn)動(dòng)都會(huì)產(chǎn)生壓力���。適當(dāng)控制所需壓力,才能生產(chǎn)出質(zhì)量合理的成品�����。
來(lái)源: 發(fā)布時(shí)間:2019年03月01日 16:27:22 閱讀:5796
AS樹(shù)脂由丙烯腈與苯乙烯共聚而成的高分子化合物����。一般含苯乙烯15%-50%。透明而帶黃色至琥珀針色的固體����。密度1.06。有熱塑性�。不易變色。不受稀酸�����、稀堿、稀醇和汽油的影響
來(lái)源: 發(fā)布時(shí)間:2019年02月28日 11:18:46 閱讀:6956
注塑機(jī)上面有兩個(gè)模板����,一塊不懂,稱為定模板��;另外一塊可以移動(dòng)���,稱為動(dòng)模板���。模具就分別通過(guò)螺釘和壓板固定在這兩塊模板上。開(kāi)模時(shí)�����,注塑機(jī)的動(dòng)模板移動(dòng)��,從而帶動(dòng)把模具打開(kāi)。
來(lái)源: 發(fā)布時(shí)間:2019年02月26日 11:17:08 閱讀:6535
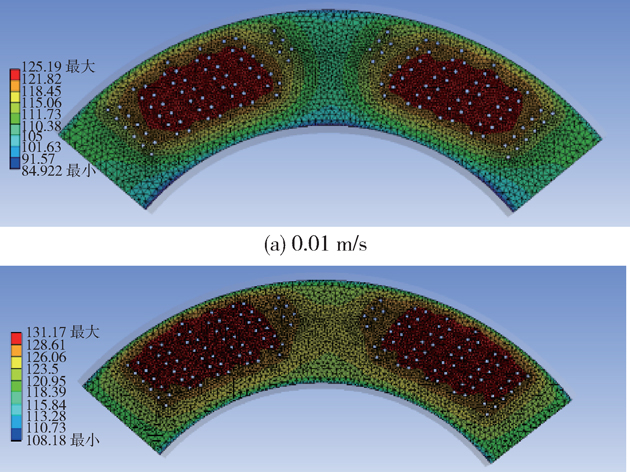
在注塑制品中���,各局部應(yīng)力狀態(tài)是不同的,制品變形程度將決定于應(yīng)力分布��。如果制品在冷卻時(shí)�,存在溫度梯度,則這類應(yīng)力會(huì)發(fā)展�,所以這類力稱為“成型應(yīng)力”。
來(lái)源: 發(fā)布時(shí)間:2019年02月25日 11:12:17 閱讀:6964
在用選設(shè)備時(shí)��,注塑機(jī)的最大注射量必須大于塑件及水口總重���,而注射總重不能超出注塑機(jī)塑化量的85%.
來(lái)源: 發(fā)布時(shí)間:2019年02月23日 11:14:40 閱讀:6815
成型機(jī)鎖模力不足�����。選擇注塑機(jī)時(shí)��,機(jī)器的額定鎖模力必須高于注射成型制品縱向投影面積在注射時(shí)形成的張力�,否則將造成脹模,出現(xiàn)分型面毛邊�。
來(lái)源: 發(fā)布時(shí)間:2019年02月08日 09:47:58 閱讀:8187
噴射�����,又叫噴射痕��、噴射流涎���,是指在制品的澆口處出現(xiàn)的65紉狀的流線�,多在模具為側(cè)澆口時(shí)出現(xiàn)���。當(dāng)塑料熔體高速流過(guò)噴嘴�����、流道和澆口等狹窄區(qū)域后����,突然進(jìn)入開(kāi)放的、相對(duì)較寬的區(qū)域后��,熔融物料會(huì)沿著流動(dòng)方向如...
來(lái)源: 發(fā)布時(shí)間:2019年01月21日 16:02:59 閱讀:7134
殘余應(yīng)力太高。當(dāng)塑件內(nèi)的殘余應(yīng)力高于樹(shù)脂的彈性極限時(shí)����,塑件表面就會(huì)產(chǎn)生裂紋及破裂����。
來(lái)源: 發(fā)布時(shí)間:2019年01月21日 15:58:42 閱讀:8324
雙色注塑即是一個(gè)部件用兩種塑膠注塑來(lái)實(shí)現(xiàn)�。
來(lái)源: 發(fā)布時(shí)間:2019年01月19日 10:40:46 閱讀:6107






















 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...













