張清怡,趙志杰�����,李 蕾
(北京燕山石化高科技術(shù)有限責(zé)任公司�,北京市 102500)
摘 要: 介紹了流延工藝及其所用聚烯烴材料的種類。以低密度聚乙烯(LDPE)�、線型低密度聚乙烯(LLDPE)為基料,制備了不同配方的聚乙烯流延薄膜并對比了其性能����,研究了不同流延工藝條件對流延薄膜性能的影響。結(jié)果表明:LLDPE含量的增加能夠提高薄膜力學(xué)性能��,而LDPE能改善薄膜的光學(xué)性能���;提高模頭溫度可以使薄膜橫向拉伸斷裂應(yīng)力增加,縱向性能相反���,薄膜光學(xué)性能提高����,熱封溫度降低����;增加牽伸比����,薄膜光學(xué)性能降低;提高流延輥溫度���,流延薄膜橫向拉伸斷裂應(yīng)力下降�,縱向拉伸斷裂應(yīng)力增加��,光學(xué)性能下降����,熱封溫度提高。
關(guān)鍵詞: 聚乙烯 流延薄膜 結(jié)構(gòu) 加工工藝 拉伸性能
塑料薄膜按生產(chǎn)工藝可以分為吹塑薄膜���、流延薄膜及拉伸薄膜三種�。按產(chǎn)品原料分類���,流延薄膜主要有流延聚乙烯(CPE)薄膜�、流延聚丙烯薄膜、乙烯-乙酸乙烯共聚物薄膜���、聚乙烯醇縮醛薄膜���、聚對苯二甲酸乙二酯薄膜等[1] 。流延薄膜工藝技術(shù)采用T型模頭法����,原料樹脂經(jīng)擠機熔融后通過模頭流延到表面光潔的冷卻輥上,然后迅速冷卻成薄膜�。經(jīng)厚度測試、牽引����、電暈處理后,切去邊料���,收卷為薄膜卷后再進(jìn)行切分�����,再進(jìn)行產(chǎn)品包裝。目前��,在聚乙烯薄膜生產(chǎn)領(lǐng)域,日本 60%~70%裝置采用CPE工藝�,而國內(nèi)采用CPE工藝僅有5%。相對于吹膜工藝制備薄膜的平整度±8%的誤差范圍�,流延薄膜工藝制備的聚乙烯薄膜平整度誤差可以控制在±1%。與吹塑工藝相比�����,采用流延工藝能夠制備霧度低于3%的高透明度聚乙烯薄膜���,并且能使熱封溫度降低5~10 ℃��。因此��,國內(nèi)越來越多的生產(chǎn)廠家開始引CPE設(shè)備�����,國內(nèi)CPE設(shè)備由2015年的低于20臺迅速增長到目前的近60臺�。本工作從聚乙烯結(jié)構(gòu)�、配方及流延工藝對流延薄膜性能的影響進(jìn)行了詳細(xì)研究,以為下游CPE生產(chǎn)廠家提供指導(dǎo)�。
1 實驗部分
1.1 主要原料
低密度聚乙烯(LDPE) 226F,熔體流動速率為4.0 g/10 min�,中國石油化工股份有限公司(簡稱中國石化)北京燕山分公司�����;線型低密度聚乙烯(LLDPE )7042�����,熔體流動速率為2.0 g/10 min���,中國石化天津分公司。
1.2 主要儀器與設(shè)備
TA-6200型差示掃描量熱儀���,日本精工公司�;Magna-IR型傅里葉變換紅外光譜儀��,美國Nicolet公司�;ME-30/5200V3型流延機,德國OCS公司����;Instron5566型萬能試驗機,美國英斯特朗公司�����;NDH- 2000型霧度儀�,日本電色工業(yè)株式會社;TP-701S型熱合封口機�����,日本Sangyo株式會社����。
1.3 流延薄膜的制備
使用單層流延機,制備流延薄膜試樣����,薄膜厚度為(30±5) μm。
1.4 測試與表征
差示掃描量熱法(DSC)分析:將約5 mg的試樣在N2保護(hù)下升溫到180 ℃����,恒溫10 min,消除熱歷史����,降溫得到試樣的結(jié)晶溫度(tc ),再升溫到180 ℃�,得到試樣的熔融峰以及熔融溫度(tm)和熔融焓(ΔHm),升����、降溫速率均為10 ℃/min�。紅外光譜分析:取0.5 g左右試樣�����,于165 ℃��,50kg負(fù)荷下壓制成厚度為300 μm左右的薄片��。按GB/T 6040—2002測試試樣的雙鍵數(shù)和甲基支化度�����。斷裂拉伸應(yīng)變�����、拉伸斷裂應(yīng)力����、撕裂性能按GB/T 1040.3—2006測試,拉伸速度為500 mm/min�。霧度與透光率按GB/T 2410—2008測試。流延薄膜的熱封強度按QB/T 2358—1998測試。
2 結(jié)果與討論
2.1 聚乙烯結(jié)構(gòu)對流延薄膜性能的影響制備流延薄膜時����,設(shè)定加工溫度為170~200 ℃,螺桿轉(zhuǎn)速為30 r/min����,牽引速度為7 m/min��,冷卻溫度為25 ℃����,分別制備LDPE 226F流延薄膜及 LLDPE 7042流延薄膜,薄膜厚度約為30 μm���。聚乙烯既有長支鏈(100~200個甚至更多的碳原子)�����,又有短支鏈��。短支鏈支化(SCB)對結(jié)晶度影響較大�。SCB影響密度��、光學(xué)性能、力學(xué)性能����、tm。短支鏈的支化度可以用紅外光譜法測定[2] �,用甲基 支化度來表現(xiàn)。從表1可以看出:與LLDPE相比����,LDPE的甲基支化度更高,支化度對分子結(jié)構(gòu)規(guī)整性具有破壞作用����,可以降低結(jié)晶度,從而提高薄膜的透光率����、降低薄膜的霧度。
Tm和t c決定了薄膜的熱封性能和工藝���。t c高有利于提高熱封強度����,但tm過高���,則熱封溫度會過高���,造成熱封困難����,且能耗大�。從表1還可以看出:由于LDPE的tm較低,因此薄膜熱封溫度也較LLDPE低�����。聚乙烯的相對分子質(zhì)量及其分布是表征聚合物結(jié)構(gòu)的一個重要參數(shù)����,對聚乙烯的聚集態(tài)和結(jié)晶相的形成有重要影響�����,進(jìn)而對聚乙烯的加工和使用性能起著決定性的作用[3] ��。更高的平均相對分子質(zhì)量及更窄的相對分子質(zhì)量分布�����,使薄膜具有更高的強度。因而LLDPE薄膜比LDPE薄膜擁有更高的拉伸斷裂應(yīng)力�����,但是兩者的斷裂拉伸應(yīng)變相差不大�。
2.2 LDPE與LLDPE不同配比對流延薄膜性能的影響
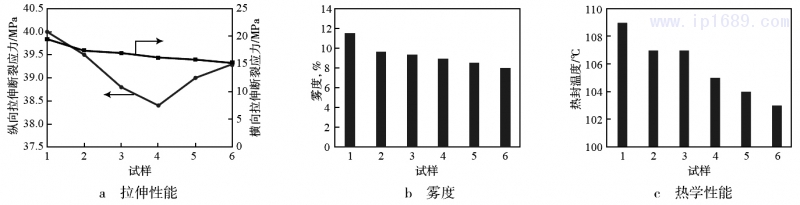
按LDPE與LLDPE質(zhì)量比分別為1 0∶9 0,30∶70�,40∶60,50∶50���,70∶30�����,90∶10制備流延薄膜�����,記作試樣1~試樣6���,設(shè)定加工溫度為170~200 ℃,模頭溫度為180 ℃��,螺桿轉(zhuǎn)速為30 r/min�����,冷卻溫度為25 ℃,調(diào)節(jié)流延輥轉(zhuǎn)速使其對熔體的牽伸比為5.00�����,制備出不同的流延薄膜���,厚度約為30 µm���。從圖1看出:隨著LDPE含量的增加,流延薄膜橫向拉伸斷裂應(yīng)力逐漸降低���,是由于LLDPE的甲基支化度低,結(jié)晶更完善��,因此��,LLDPE含量越高����,薄膜拉伸斷裂應(yīng)力越高。而縱向拉伸斷裂應(yīng)力先降低后增加��,這可能是由于拉伸過程中薄膜會沿著拉伸方向進(jìn)行取向,單純的LLDPE或LDPE取向程度會更好���,擁有更高的拉伸斷裂應(yīng)力���,而兩者的共混物在取向時,分子結(jié)構(gòu)的差異導(dǎo)致取向不完善���,因此會降低縱向拉伸斷裂應(yīng)力��。從圖1還看出:隨著LDPE含量的增加��,薄膜光學(xué)性能提高�,熱封溫度下降���,這是由于LDPE的甲基支化度更高���,可以降低結(jié)晶度,從而降低霧度�����。LDPE的tm更低����,熱封時所需能耗更低��,從而降低熱封溫度�����。
綜合不同配比共混物的拉伸性能�����、光學(xué)性能及熱封性能����,選擇m(LDPE)∶m(LLDPE)為30∶70的共混物作為后續(xù)的研究對象��。
2.3 流延工藝對流延薄膜性能的影響
2.3.1 牽伸比
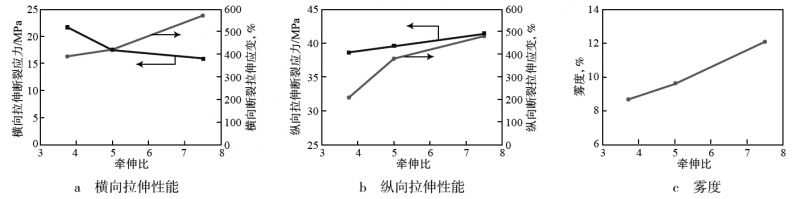
設(shè)定m(LDPE)∶m(LLDPE)為30∶70����,加工溫度為170~200 ℃��,螺桿轉(zhuǎn)速為30 r/min��,冷卻溫度為25 ℃���,調(diào)節(jié)流延輥轉(zhuǎn)速使其對熔體的牽伸比分別為3.75�,5.00和7.50,測得熱封溫度分別為110��,107����,106 ℃。從圖2可以看出:隨著牽伸比增加�����,流延薄膜橫向拉伸斷裂應(yīng)力下降���,縱向拉伸斷裂應(yīng)力增加�;橫向����、縱向斷裂拉伸應(yīng)變均增加;隨著牽伸比增加��,薄膜霧度增加�,光學(xué)性能下降;隨著牽伸比增加�����,薄膜的熱封溫度降低。因為隨著牽伸比增加�����,沿著牽伸方向的片晶取向程度明顯提高��,即提高牽伸比有利于分子鏈在牽伸方向的取向[4] �,因此縱向拉伸斷裂應(yīng)力增加、橫向拉伸斷裂應(yīng)力下降�����;同時增加牽伸比能夠促進(jìn)片晶在垂直于牽伸方向上的生長�,使流延薄膜縱向形成排列更加規(guī)整有序的片晶結(jié)構(gòu),導(dǎo)致光學(xué)性能下降���;然而增大牽伸比相應(yīng)減少了熔體在拉伸應(yīng)力場下冷卻結(jié)晶的時間���,導(dǎo)致結(jié)晶度和片晶厚度有所降低,因此熱封溫度有所下降�。
2.3.2 模頭擠出溫度
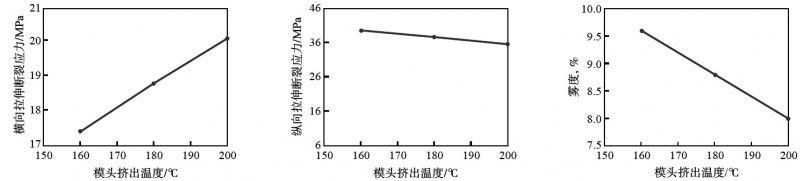
設(shè)定m(LDPE)∶m(LLDPE)為30∶70��,加工溫度為170~200 ℃,螺桿轉(zhuǎn)速為30 r/min���,冷卻溫度為25 ℃��,調(diào)節(jié)流延輥轉(zhuǎn)速使其對熔體的牽伸比為5.00����,模頭擠出溫度分別160���,180�,200 ℃�����,測得熱封溫度分別為109���,107�,105 ℃����。從圖3可以看出:隨著模頭擠出溫度升高,流延薄膜橫向拉伸斷裂應(yīng)力增加,縱向拉伸斷裂應(yīng)力�����、熱封溫度降低�,霧度下降,光學(xué)性能提高��。這是因為模頭擠出溫度低�,模頭與流延輥之間有較低的溫差,可以使尚未結(jié)晶完全的鏈段繼續(xù)結(jié)晶�����,沿著牽伸方向的晶區(qū)缺陷逐漸被完善��,因此模頭擠出溫度低�����,制備的流延薄膜具有較高的縱向拉伸斷裂應(yīng)力�。另一方面,模頭擠出溫度升高����,熔體從擠出機口模流出后與流延輥的溫差增加��,黏附在流延輥面上相當(dāng)于受到快速冷卻的作用�����,使熔體在拉伸應(yīng)力場下的結(jié)晶受到了限制,因此結(jié)晶度和片晶厚度都較低��,并且結(jié)晶不充分導(dǎo)致生成的晶粒較小�����,使光學(xué)性能提高���。
2.3.3 流延輥溫度
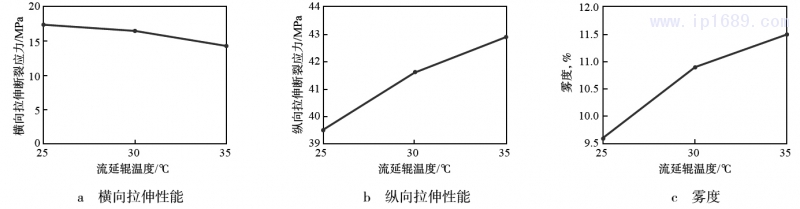
設(shè)定m(LDPE)∶m(LLDPE)為30∶70�����,擠出溫度為170~200 ℃��,螺桿轉(zhuǎn)速為30 r/min���,調(diào)節(jié)流延輥轉(zhuǎn)速使其對熔體的牽伸比為5.00,流延輥溫度分別為25��,30,35 ℃�����,其中熱封溫度分別為107�,108,110 ℃���。 從圖4可以看出:隨著流延輥溫度升高�,流延薄膜橫向拉伸斷裂應(yīng)力下降�,縱向拉伸斷裂應(yīng)力增加,霧度增加���,光學(xué)性能下降�,熱封溫度提高����。這是因為當(dāng)流延輥溫度較低時,熔體從擠出機口模流出后黏附在流延輥表面被迅速冷卻�����,使熔體在拉伸應(yīng)力場下的結(jié)晶受到了限制��,因此結(jié)晶度和片晶厚度都較低。流延輥溫度升高時��,相當(dāng)于給予黏附在流延輥表面的流延薄膜一定的熱處理作用�����,使鏈段結(jié)晶更完善��,結(jié)晶度和片晶厚度都得到提高��,因此�,提高流延輥溫度����,流延薄膜縱向拉伸斷裂應(yīng)力增加,光學(xué)性能下降�����,熱封溫度提高���。
3 結(jié)論
a)與LLDPE相比����,LDPE結(jié)構(gòu)規(guī)整度低,相對分子質(zhì)量分布寬���,所制流延薄膜具有更低的熱封溫度���、更優(yōu)異的光學(xué)性能,但是力學(xué)性能較差����。
b)隨著共混物中LDPE含量的增加,流延薄膜的橫向拉伸斷裂應(yīng)力逐漸降低�����,但是縱向拉伸斷裂應(yīng)力則先降低后增加��,光學(xué)性能提高���,熱封溫度降低���。
c)提高模頭擠出溫度可以使薄膜橫向拉伸斷裂應(yīng)力增加,縱向拉伸斷裂應(yīng)力降低�����,薄膜光學(xué)性能提高,熱封溫度降低����;增加牽伸比,薄膜光學(xué)性能降低��;提高流延輥溫度�,流延薄膜橫向拉伸斷裂應(yīng)力下降,縱向拉伸斷裂應(yīng)力增加���,光學(xué)性能下降,熱封溫度提高����。
參考文獻(xiàn)
[1] 陶宏. 中國流延薄膜的現(xiàn)狀與新發(fā)展[J]. 塑料制造,2009 (Z1):48-52.
[2] 何曼君��,陳維孝�����,董西俠. 高分子物理[M]. 上海:復(fù)旦大學(xué)出版社�,1990:34.
[3] 桂祖桐. 聚乙烯樹脂及其應(yīng)用[M]. 北京:化學(xué)工業(yè)出版社, 2002:52-120.
[4] 沈鵬��,楊興成,朱夢冰����,等. 流延工藝條件對聚乙烯流延基膜取向片晶結(jié)構(gòu)和拉伸成孔性的影響[J]. 高分子材料科學(xué) 與工程,2015����,31(5):129-134.
























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





