張友新(浙江偉星新型建材股份有限公司�,浙江臨海317000)
摘要:針對現(xiàn)有技術(shù)的擠出塑料造粒機頭在生產(chǎn)實際中存在的物料塑化不良,料條容易拉斷����,料條糾纏在一起或黏結(jié)在機頭的出料板上等缺陷,進行了優(yōu)化設(shè)計,對料條進行拉伸取向�����,通過在機頭設(shè)計了分流器����,吹風冷卻裝置,梯形儲料緩沖槽等方面的改進����,實現(xiàn)了對料條的拉伸取向�,解決了料條的糾纏或黏結(jié)�,實踐證明,該機頭結(jié)構(gòu)的適應(yīng)性更強,物料塑化和產(chǎn)品性能更好�����,其優(yōu)化設(shè)計后的機頭結(jié)構(gòu)特點和實用性便一目了然��。
關(guān)鍵詞:機頭����;優(yōu)化;分流器���;緩沖槽�����;拉伸取向
擠出造粒機頭的結(jié)構(gòu)是擠出生產(chǎn)的核心部分,結(jié)構(gòu)設(shè)計的合理性直接影響著物料的塑化���,產(chǎn)品性能和生產(chǎn)效率��,因此�����,研究設(shè)計擠出機頭尤為重要���。為了更好優(yōu)化造粒機頭的結(jié)構(gòu)設(shè)計�,綜合考慮了流道的結(jié)構(gòu)����,物料的塑化,設(shè)計了分流器����。在物料的流動穩(wěn)定性,各料條出料速度的均勻性��,設(shè)計了緩沖區(qū)�����。為了防止擠出的高溫料條不會糾纏或黏結(jié)在機頭的出料板上�,在機頭上設(shè)計了一個出料傾斜面。進一步為了提高產(chǎn)品性能���,并防止料條在高溫狀態(tài)下被拉斷�����,控制料條在玻璃化溫度與熔融溫度之間的條件下���,對料條進行冷卻��,使料條處于在高彈態(tài)下進行分子取向拉伸�,設(shè)計了在機頭的出料板兩端厚度中開設(shè)一條出風口����。經(jīng)實踐應(yīng)用,優(yōu)化設(shè)計的拉伸取向塑料擠出造粒機頭結(jié)構(gòu)���,物料塑化均勻���,料流穩(wěn)定,表面光澤�,經(jīng)拉伸取向后�����,造粒料的物理性能明顯得到提高。
1擠出造粒成型工藝分析
擠出塑料拉條造粒機包括擠出機����、機頭、冷卻系統(tǒng)����、切料機和包裝機,熱塑性樹脂在擠出機加熱后通過螺桿剪切輸送使塑料受熱熔體由螺旋運動通過機頭變?yōu)橹本€運動����,并進入機頭充滿模腔,在一定的壓力作用下從出料板設(shè)置的出料孔擠出�,擠出的料條再經(jīng)過冷卻,切粒制成所需的顆粒成品�����。由于擠出的切粒料的配方體系有多種材料和助劑組成�����,物料的熔體指數(shù)不一定相同和相近�,當熔融物料進入模腔內(nèi)可能含有尚未塑化的塑料原料存于機頭的模腔內(nèi),使尚未塑化的物料在壓力的作用下從出料孔擠出��,使擠出的料條表面粗糙,影響產(chǎn)品質(zhì)量���,同時�,物料經(jīng)出料孔擠出時����,具有相當高的溫度,在高溫下料條得不到及時冷卻��,很容易被拉斷����,同時,在料條的自重和變形狀態(tài)下�����,出料孔的料條會觸碰并黏結(jié)到出料孔的板面上�����,雖然現(xiàn)有技術(shù)在機頭的一側(cè)設(shè)有一個出料孔傾斜面���,以防止料條黏結(jié)到出料孔的板面上�,雖然起到了一定的效果�,但在實際生產(chǎn)中,由于料條溫度較高�,表面得不到及時冷卻拉伸,是料條堆積在冷卻水槽的水面上產(chǎn)生變形量加大�,同時,冷卻水槽的水面與機頭之間的垂直距離比較近��,料條落在水面上漂浮不定��,操作方法不小心�,容易使料條觸碰相互黏結(jié)在一起并黏到出料孔的板面上,從而影響正常生產(chǎn)�����。
2機頭的整體結(jié)構(gòu)
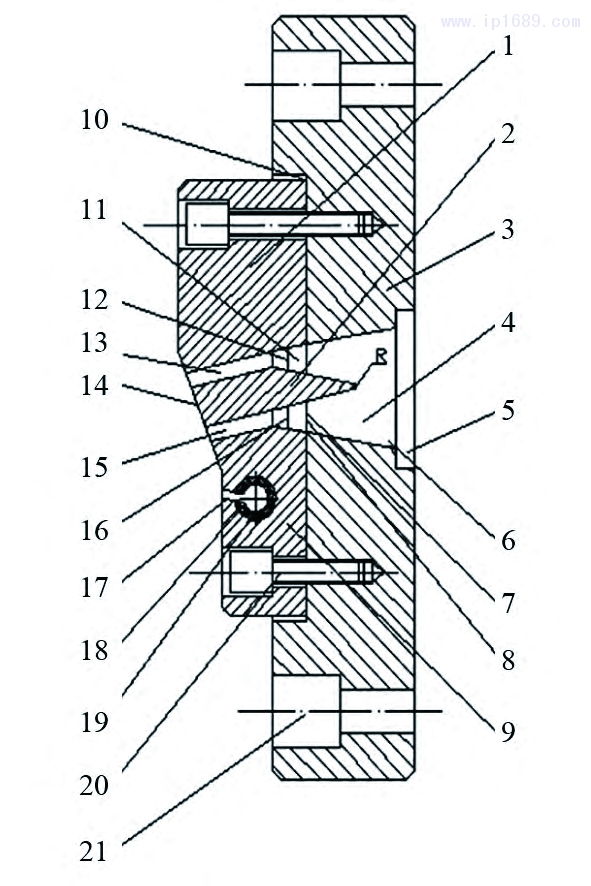
對于造粒機頭的設(shè)計要求�,壓力損失低,從各孔擠出的熔體的幾何形狀尺寸����、停留時間基本相同和穩(wěn)定,這就要求設(shè)計的熱切造粒機頭要保證熔體從機頭的各出料孔流出時都能獲得均勻流量�����,即保證熔體從機頭各出料孔流出的速度相同,以滿足切出的粒子長度相同[1]�。為了滿足造粒機頭的設(shè)計要求,并進行改進設(shè)計�。如圖1所示,與現(xiàn)有技術(shù)造粒機頭對比����,該機頭能夠進一步改善物料的塑化性能,具有均衡物料的流動性和擠出穩(wěn)定性���。特別是對生產(chǎn)出的顆粒表面光澤度好���,強度高。其主要原因是在擠出塑料造粒機頭優(yōu)化設(shè)計了在出料板設(shè)有的分流器����,梯形緩沖槽和隔熱吹風裝置。隔熱吹風裝置能有效對擠出高溫料條進行冷卻�,使熔融態(tài)變?yōu)楦邚棏B(tài)時進行拉伸取向,提高了產(chǎn)品性能����,防止了料條與出料板的黏結(jié)。同時���,為了使物料在流道中穩(wěn)定流動�,能順利沿機頭的流道充滿并能均勻地擠出,而避免物料發(fā)生過熱分解��,機頭內(nèi)腔與流道有關(guān)的部件應(yīng)盡量呈流線型[2]����。本機頭的整體結(jié)構(gòu)主要包括出料板����、分流器、連接板���、隔熱出風沉孔�、隔熱吹風管等組成�。
1—出料板;2—分流器�����;3—連接板����;4—梯形進料槽�;5—進料口�����;6—梯形上進料口���;7—梯形下進料口�����;8—儲料槽上進料口��;9—下部進料口����;10—凹槽�;11—梯形儲料槽;12—上層進料孔��;13—上層出料孔���;14—傾斜面�����;15—下層出料孔��;16—下層進料孔���;17—出風口���;18—隔熱出風沉孔���;19—隔熱吹風管��;20—螺釘���;21—沉孔
圖1 擠出塑料造粒機頭的結(jié)構(gòu)優(yōu)化設(shè)計
2.1出料板
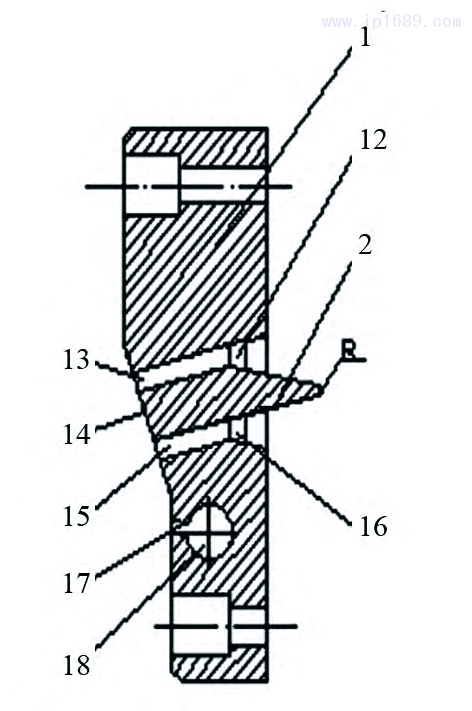
如圖2所示,出料板1是連接在連接板3的凹槽10內(nèi)由螺釘20固定在一起的���,在出料板設(shè)有一個傾斜面14��,傾斜面上開設(shè)有兩層上下出料孔���,并且相互交錯,也就是說�����,上層出料孔13和下層出料孔15的位置不在同一個平面上,并有一定間距�。傾斜面的厚度大于下部出料板9的厚度,即從上至下向內(nèi)傾斜����,并與豎直方向的傾斜夾角為30°~60°,這樣設(shè)計可較好的防止擠出的高溫料條黏結(jié)到出料板的板面上����。
1—出料板;2—分流器��;12—上層進料孔�����;13—上層出料孔�����;14—傾斜面���;15—下層出料孔��;15—下層進料孔�;17—出風口;18—隔熱出風沉孔
圖2 出料板結(jié)構(gòu)
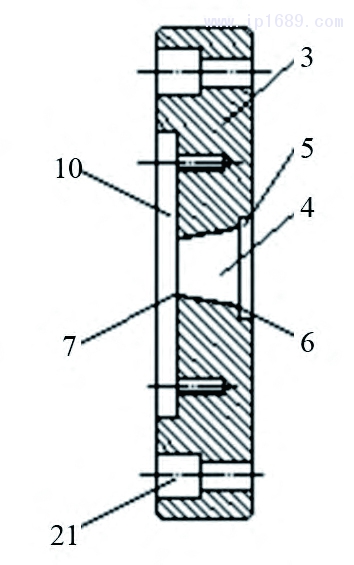
3—連接板����;4—梯形進料槽;5—進料口��;6—梯形上進料口��;7—梯形下進料口�����;10—凹槽����;21—沉孔
圖3 連接板結(jié)構(gòu)
2.2分流器
如圖2所示的部件2分流器與出料板為一體式結(jié)構(gòu)�,分流器的作用是將塑料熔體料層逐漸變薄,便于均勻受熱�,并產(chǎn)生剪切摩擦,使之進一步均勻塑化[3]�。分流器設(shè)在出料板的一側(cè),其高度大于出料板平面,由于分流器位于梯形儲料槽11中部,梯形儲料槽有上進料口8���,底部設(shè)有上層進料孔12和下層進料孔16�,進料孔與出料孔貫通����,并且分流器2長度與梯形進料槽4和梯形儲料槽相同。這里應(yīng)該注意設(shè)計分流器時�����,分流器的長度L和高度h及擴張角α以擠出機和產(chǎn)量的大小合理確定�,分流器頭部圓角R,一般取R=0.5~2mm�����,不宜過大�,以避免塑料熔體易在此處發(fā)生滯留而過熱分解。分流器頭部與過濾板端面距離L�����,一般取L5=10~20mm或稍小于0.1D1(D1為擠出機螺桿2倍的直徑)[4]���。
2.3梯形儲料槽
如圖1所示中的11梯形儲料槽能夠使物料平穩(wěn)地進人儲料槽對熔體進行緩沖受熱���,更進一步得到塑化��。由于在梯形儲料槽中部設(shè)有的分流器�,使物料可沿著分流器的兩側(cè)至到梯形儲料槽的底部�����,而設(shè)有的多個進料孔���,由于進料孔為圓形窄流道�����,物料進入時產(chǎn)生必要的成型壓力�,從而增強了物料的剪切作用�����,使物料進一步得到了塑化和密實�,從而提升了產(chǎn)品質(zhì)量����。
2.4隔熱出風沉孔
如圖2所示中的18隔熱出風沉孔位于傾斜面下部的出料板����,也就是說����,在傾斜面的下部出料板的厚度中開鉆一條比較深的沉孔,同時����,在下部出料板水平面上設(shè)有一道出風口17,出風口與出風槽23相匹配��,出風口和出風槽23的寬度為2~5mm�,出風口為一條斜切口,切口斜度向上為15~30°��,該斜切口與擠出的料條方向相對�。但這里設(shè)計時要注意;出風口的出風方向不能設(shè)計與料條縱向垂直�,不然料條會因受力過大而抖動變形影響拉伸成型。另外���,出風口的長度大于出料孔排列的總長度����,也就是說,出風口能夠?qū)λ械牧蠗l進行冷卻���,使冷卻風能夠?qū)α蠗l起到很好的托扶和冷卻作用��。由于擠出的料條溫度較高����,剛離開出料板時是呈熔融狀態(tài)����,在不能得到快速冷卻的情況下,料條很容易出現(xiàn)拉斷或黏連現(xiàn)象�����。因此��,在料條即不能拉斷�����,又不能黏連���,在機頭設(shè)置了隔熱出風沉孔18和隔熱吹風管19相匹配對高溫料條進行冷卻����,并通過調(diào)整控制風量大小�,是高溫料條有熔融態(tài)變?yōu)楦邚棏B(tài)時,進行牽引切割使料條得到拉伸取向��,提高了產(chǎn)品性能����,又防止了料條與出料板的黏結(jié)。
2.5連接板
如圖3所示��,連接板3是一面設(shè)有沉孔21與擠出機的出料口連接裝置通過螺紋固定連接��,另一面與出料板通過螺釘固定連接�����。在連接板的一面設(shè)有進料口5��,進料口下面設(shè)有梯形進料槽�����,梯形進料槽有上進料口6和下出料口7,下出料口與梯形儲料槽的上進料口8周邊尺寸對應(yīng)連接構(gòu)成無死角的模腔�����。梯形的設(shè)計便于物料順利進入梯形進料槽下進料口�����,下出料口與上進料口周邊尺寸對應(yīng)連接構(gòu)成無死角的模腔����,形成的梯形模腔,使物料經(jīng)過分流器2更容易進入梯形儲料槽的底部��,進入的物料可以充分得到緩沖受熱�,進一步得到塑化。
2.6隔熱吹風管
如圖4所示���,隔熱吹風管19是連接在隔熱出風沉孔內(nèi)��,由聚四氟乙烯材質(zhì)制成���,由于聚四氟乙烯具有隔熱和易清潔性能比較好,對于機頭加熱的熱傳導(dǎo)具有很好的隔熱效果,因此��,可以保持從出風口出來的是冷風����。其隔熱吹風管的結(jié)構(gòu)����,在隔熱吹風,的中心鉆有一個進風孔24�����,同時��,還在隔熱吹風管的垂直方向加工一道出風槽�����,出風槽23長度與下部出料板開設(shè)的一道出風口相同�����,另外��,在隔熱吹風管的兩端設(shè)有螺紋25,一端設(shè)有的凸臺22與隔熱出風沉孔連接�。出風槽的出風角度,可以通過隔熱吹風管一端設(shè)有的四方頭26調(diào)節(jié)����,風量的大小可以通過控制風機系統(tǒng)進行調(diào)節(jié)。
19—隔熱吹風管�;22—凸臺;23—出風槽�����;24—進風孔��;25—螺紋�����;26—四方頭
圖4 隔熱吹風管
4機頭的實施過程及原理
擠出塑料造粒機頭的實施過程及原理����,如圖1~4所示,通過連接板設(shè)有的進料口的一端與擠出機的出料口的周邊尺寸相匹配��,并通過沉孔用螺紋固定連接在擠出機的出料口的法蘭裝置上���,其中��,連接板設(shè)有的進料口下面設(shè)有梯形進料槽��,梯形進料槽的上進料口小于進料口��,便于物料進入下出料口��,下出料口與梯形儲料槽的上進料口周邊尺寸對應(yīng)構(gòu)成無死角的模腔��,同時�,連接板設(shè)有的凹槽與出料板設(shè)有分流器的一面對應(yīng)卡入凹槽內(nèi)��,然后通過螺釘固定連接���,通過連接后所形成的模腔��,是進入的物料充分得到緩沖受熱�,進一步得到塑化���。同時���,連接后分流器位于梯形進料槽和梯形儲料槽中部,物料沿著分流器進入上層進料孔和下層進料孔被擠壓,從設(shè)有的傾斜面上的上層出料孔和下層出料孔擠出���,進料孔與出料孔相互對應(yīng)����,交錯貫通���,進料孔高于出料孔����,并且有一定的斜度����,這樣設(shè)計可較好的防止高溫料條黏結(jié)到出料板的板面上。同時����,為了提高料條的力學性能和更好的防止料條與出料板的黏結(jié)。在傾斜面下部出料板的一端的厚度中開設(shè)一條比較深的隔熱出風沉孔�����,隔熱出風沉孔與出料板平面上的出風口貫通����,并構(gòu)成一定向上的斜度�����,當隔熱吹風管套入隔熱出風沉孔內(nèi)孔時�����,隔熱出風沉孔的沉臺恰好與凸臺擋住����,此時��,隔熱吹風管端設(shè)有的的進風孔中開設(shè)的一道出風槽和出風口的寬度和長度相匹配�,然后��,通過隔熱吹風管的另一端的四方頭進行調(diào)節(jié)出風槽與出風口的位置�����,使冷卻風能夠?qū)λ械牧蠗l起到冷卻,并控制料條處于高彈態(tài)時進行拉伸取向���,為了制得理想的高質(zhì)量顆粒料���,在拉伸取向過程中��,溫度��、拉伸比�����、拉伸速度等工藝參數(shù)的控制非常重要���。根據(jù)實踐經(jīng)驗,對于料條的取向拉伸通常在玻璃化轉(zhuǎn)變溫度Tg至熔融溫度Tm之間進行���,拉伸溫度控制在85~120℃����,在給定的拉伸比和拉伸速度下�,適當降低拉伸溫度,分子伸展形變會增大��,黏性會減小��,有助于提高取向度����,但溫度過低會降低分子鏈段的活動能力����,不利于取向[3]���,而過高溫度容易拉斷���。另外,拉伸之后的料條應(yīng)迅速降溫����,以保持高分子鏈的定向程度。該機頭通過拉伸�,即可提高產(chǎn)品性能�����,又能夠防止料條與出料板的黏結(jié)�����。
5結(jié)束語
擠出塑料造粒機頭的結(jié)構(gòu)優(yōu)化設(shè)計����,通過在出料板的一側(cè)設(shè)置的分流器�����,使物料通過時可增加受熱面積�����,便于均勻加熱��,進一步改善了物料的塑化�。進料梯形儲料槽設(shè)計����,使物料能夠順利平穩(wěn)地進人儲料槽,是熔體得到緩沖受熱�����,是物料更進一步得到塑化�����,提升產(chǎn)品質(zhì)量�。隔熱出風沉孔和隔熱吹風管構(gòu)成的冷卻裝置�����,可以將料條控制在Tg至熔融溫度Tm之間進行拉伸取向���,提高了產(chǎn)品性能,又防止了料條與出料板的黏結(jié)�。整體機頭結(jié)構(gòu)設(shè)計合理,裝卸方便���,流道設(shè)計布局合理�,擠出穩(wěn)定����,粒料表面光澤度好,強度高��。
參考文獻:
[1] 張煒�,董力軍�,梁軍.聚合物熔體在熱切造粒機頭的流場研究[J].橡塑技術(shù)與裝備,2008(8):1-3.
[2] 岳海云.PVC擠出機熱切造粒機頭設(shè)計.[J].蘭化科技�,1994,14(4):264-248.
[3] 成都科技大學合編,塑料成型模具[M].北京��,輕工業(yè)出版社,1990(4)326-327.
[4] 葉蕊�,王加龍,戚亞光.等����,實用塑料加工技術(shù)[M].北京:金盾出版社,2000:121-122.

























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





