注塑吹塑成型是生產(chǎn)塑料制品的兩步法工藝�。第一步將塑料用注塑成型法制成有底空心型坯。當(dāng)塑料注人預(yù)成型模內(nèi)芯桿周圍的時候瓶頸和型坯便形成�����。在這一步,型坯進(jìn)行溫度狀態(tài)調(diào)節(jié)���。
來源: 發(fā)布時間:2019年09月27日 13:43:10 閱讀:7409
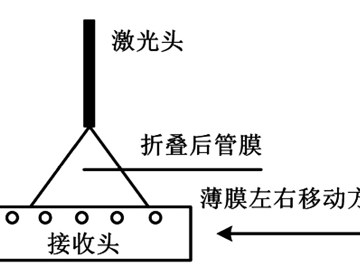
針對吹膜生產(chǎn)工藝無法用穿透式直接對管膜進(jìn)行厚度測量的問題���,利用吹膜生產(chǎn)工藝中旋轉(zhuǎn)卷繞特性,設(shè)計(jì)了用于管膜在線厚度測量的X射線測厚儀����。
來源: 發(fā)布時間:2019年09月18日 14:33:16 閱讀:7579
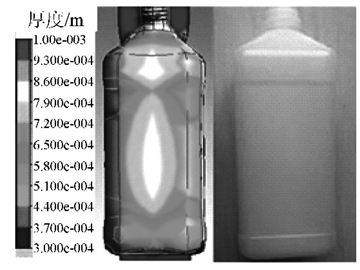
通過三因素三水平正交試驗(yàn)的設(shè)計(jì)以及型坯12段非等厚度優(yōu)化的方法,得到最優(yōu)工藝參數(shù)組合�����,最終實(shí)現(xiàn)吹塑件壁厚合格且均勻性明顯提高��。采用Workbench-Polyflow分析軟件進(jìn)行型吹脹過程的數(shù)值模擬[1]�����。
來源: 發(fā)布時間:2019年09月18日 11:34:29 閱讀:8115
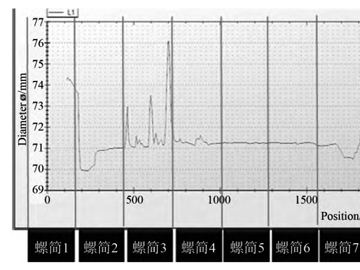
淀粉類完全生物降解塑料����,因?yàn)榈矸鄣奶匦裕诖的ぜ庸み^程中的破孔是最長見的現(xiàn)象�����。 分析穿孔的原因發(fā)現(xiàn)是晶點(diǎn)���,通過分析晶點(diǎn)成分��,檢測螺桿和擠出機(jī)磨損情況確定了晶點(diǎn)產(chǎn)生的源 頭�����。通過調(diào)整螺桿和修復(fù)擠出機(jī)缺...
來源: 發(fā)布時間:2019年09月18日 10:46:35 閱讀:7904
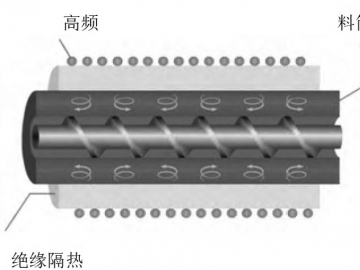
摘要:中國的塑料加工行業(yè)已成為能耗的大戶�����,節(jié)能減排不僅是可持續(xù)發(fā)展的基礎(chǔ)更是我國的既定國策��。主要介紹了電磁加熱技術(shù)的原理及其在擠出系統(tǒng)上應(yīng)用的方法,通過對比電阻加熱與電磁加熱方式的不同���,論述了電磁加...
來源: 發(fā)布時間:2018年12月03日 16:10:37 閱讀:8572
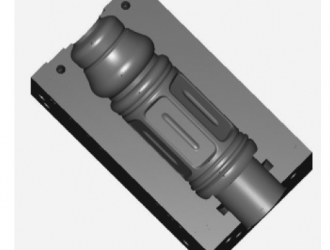
【摘 要】通過對一種典型的飲料瓶吹塑模具型腔高速數(shù)控加工工藝的設(shè)計(jì),分析并總結(jié)出模具高速加工的工藝特點(diǎn)�,進(jìn)一步明確加工方案的合理選擇、加工設(shè)備和刀具的有效利用�,切削用量等參數(shù)的最佳設(shè)定及現(xiàn)代制造軟件...
來源: 發(fā)布時間:2018年10月12日 16:32:00 閱讀:8089
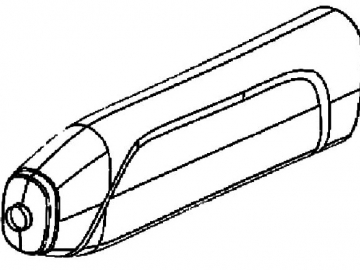
摘要:提出一種基于吹塑成型工藝的塑料件結(jié)構(gòu)強(qiáng)度分析方法����,以更合理精確地分析計(jì)算吹塑件的結(jié)構(gòu)強(qiáng)度���。此方法將吹塑成型與結(jié)構(gòu)分析順序耦合應(yīng)用Abaqus/Explicit對塑料圓管進(jìn)行吹塑成型模擬�,獲得吹塑件的形狀和非...
來源: 發(fā)布時間:2018年08月10日 09:37:39 閱讀:9856
作為吹膜生產(chǎn)廠家而言��,更換薄膜配方���、生產(chǎn)不同規(guī)格薄膜是一種常見現(xiàn)象��,而在這個過程中���,因種種原因出現(xiàn)各種突發(fā)情況和現(xiàn)場吹膜導(dǎo)致品質(zhì)問題。本平臺通過收集在吹膜過程中最常見的故障及原因�����,供企業(yè)和技術(shù)人員...
來源: 發(fā)布時間:2016年11月23日 10:05:02 閱讀:6728
1��、黑點(diǎn)或黑紋透明部品或部品透明部分的表面存在的小黑色的物質(zhì)或短小的黑紋����。機(jī)器:1.在炮筒內(nèi)停留時間過長。2.熔化的料在吹塑的炮筒內(nèi)或水口流道內(nèi)滯留�����。
來源: 發(fā)布時間:2016年11月10日 11:14:27 閱讀:5779



























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





