冷卻水孔數(shù)量應(yīng)盡可能的多�,孔徑盡可能的大�。冷卻水孔中心線與型腔壁的距離應(yīng)為冷卻水道直徑的1倍~2倍(通常12 mm~15 mm),冷卻水道之間的中心距約為水孔直徑的3倍~5倍����。水道直徑一般在8 mm以上。
來源: 發(fā)布時(shí)間:2019年09月11日 11:49:52 閱讀:7097
CPE即氯化聚乙烯�,由專用高密度聚乙烯(HDPE)經(jīng)氯化而制得的,即用氯原子部分取代HDPE分子鏈上的氫原子的產(chǎn)物�����。干燥后為白色粉末�����,無毒����。
來源: 發(fā)布時(shí)間:2019年09月10日 11:47:58 閱讀:7483
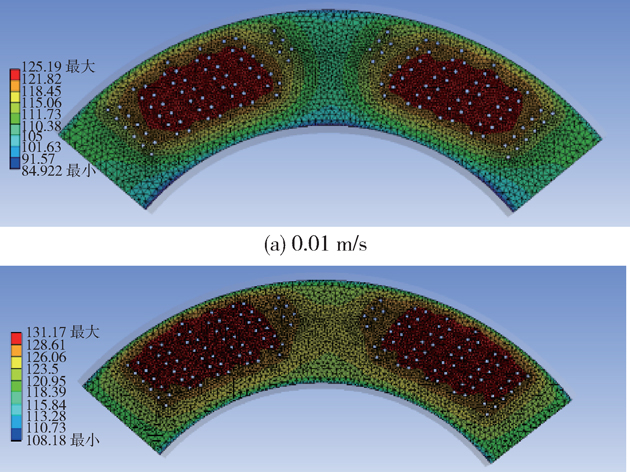
在注射生產(chǎn)中,塑料注塑加工件冷卻時(shí)間約占整個(gè)注射生產(chǎn)周期的80%��。冷卻不良常常導(dǎo)致制品翹曲變形或產(chǎn)生表面缺陷����,影響制品的尺寸穩(wěn)定性����。合理地安排注射�����、保壓和冷卻時(shí)間�,可提高產(chǎn)品質(zhì)量和生產(chǎn)率����。
來源: 發(fā)布時(shí)間:2019年09月09日 14:22:03 閱讀:5622
韌性是指材料在斷裂前吸收塑性變形功和斷裂功的能力���,表征材料抵抗裂紋擴(kuò)展的性能��,通?���?捎霉こ虘?yīng)力-應(yīng)變曲線下的面積來衡量�,面積越大,韌性越高�����,抗斷裂能力越強(qiáng),只有當(dāng)應(yīng)力應(yīng)變曲線的橫縱坐標(biāo)(即強(qiáng)度和應(yīng)變...
來源: 發(fā)布時(shí)間:2019年09月06日 11:50:08 閱讀:6091
PET塑料注塑成型工藝是塑料加工中非常重要的技術(shù)工藝之一�,對于PET塑料瓶而言,大多數(shù)情況下塑料包裝廠都會(huì)采用吹塑成型的方式制作加工�,但注塑成型工藝尤其特有的加工優(yōu)勢,對于PET注塑成型來說���,技術(shù)人員需要考...
來源: 發(fā)布時(shí)間:2019年09月05日 10:05:48 閱讀:5974
每個(gè)注塑產(chǎn)品在開始設(shè)計(jì)時(shí)首先(上海模具設(shè)計(jì)培訓(xùn)學(xué)校)要確定其開模方向和分型線����,以保證盡可能減少抽芯滑塊機(jī)構(gòu)和消除分型線對外觀的影響�。
來源: 發(fā)布時(shí)間:2019年09月03日 10:55:14 閱讀:6652
熱固性液態(tài)硅橡膠(LSR)注壓模具的結(jié)構(gòu),總的來說跟熱塑性膠料所用的模具結(jié)構(gòu)相似����,但也有不少顯著差別。例如�,LSR膠料一般粘度較低,因而充模時(shí)間很短�����,即使在很低的注射壓力下也是如此��。為了避免空氣滯留,在模...
來源: 發(fā)布時(shí)間:2019年09月02日 14:40:03 閱讀:7969
PVC是熱敏感性材料���,其注塑成型工藝性較差��,原因是過高的熔膠溫度或過長的受熱時(shí)間很容易使PVC分解����,因此控制熔融溫度是注塑PVC產(chǎn)品的關(guān)鍵����。熔化PVC原料的熱源來自兩方面即螺桿運(yùn)動(dòng)產(chǎn)生對塑料的剪切熱和機(jī)筒外壁...
來源: 發(fā)布時(shí)間:2019年08月30日 09:22:40 閱讀:6515
如果您在熱流道排氣孔附近發(fā)現(xiàn)有生銹或潮濕現(xiàn)象,那就意味著內(nèi)部冷凝或是有可能水管破裂了����。潮濕現(xiàn)象會(huì)引發(fā)對加熱器致命的短路���。如果機(jī)器不是全年不休地運(yùn)行����,而是在晚上或是周末會(huì)關(guān)機(jī)的話���,注塑模具發(fā)生這種凝...
來源: 發(fā)布時(shí)間:2019年08月29日 09:59:22 閱讀:6356
































 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





