吳陸順
亞普汽車部件股份有限公司��,江蘇揚(yáng)州 225009
摘要:基于機(jī)器人技術(shù)的汽車塑料油箱修邊系統(tǒng)是由抓取機(jī)器人����、條碼機(jī)��、修邊臺����、修邊機(jī)器人�、稱重臺等幾個(gè)主要部件構(gòu)成,實(shí)現(xiàn)了自動從吹塑機(jī)取出吹塑完成帶飛邊的油箱���,粘貼追溯條碼���,完成飛邊修剪��,最后稱重掃描錄入數(shù)據(jù)庫的功能����,降低了生產(chǎn)成本,提高了過程的穩(wěn)定性和產(chǎn)品一致性��,保證了產(chǎn)品的質(zhì)量��。
關(guān)鍵詞:塑料油箱�����;機(jī)器人應(yīng)用;自動化生產(chǎn)線�;系統(tǒng)工程
1塑料油箱自動化修邊背景
汽車塑料燃油箱以其重量輕、安全性能好�����、防腐蝕�����、抗沖擊�、使用壽命長和較大的設(shè)計(jì)自由度獲得了客戶的廣泛認(rèn)可,其箱體材料一般為HDPE以及用于阻隔層的EVOH�。隨著環(huán)境保護(hù)意識的增強(qiáng),相關(guān)的政策和法規(guī)對汽車制造企業(yè)提出了越來越嚴(yán)格的蒸發(fā)排放要求�����。為了減少碳?xì)浠衔锵蛳潴w外揮發(fā)���,實(shí)現(xiàn)低排放目標(biāo)����,最新的工藝采用將燃油箱上焊接和裝配的組件放置到燃油箱內(nèi)部的方法。
塑料油箱由型坯在左右半模的型腔中被吹塑定型而成���,成型后的油箱在環(huán)繞合模線周邊帶有溢料��,形成合模線飛邊��;此外���,油箱側(cè)壁的焊接管口也存在管口飛邊。飛邊需要通過修邊刀具機(jī)構(gòu)進(jìn)行切除��。傳統(tǒng)的切除方式為人工把持塑料油箱��,將飛邊對準(zhǔn)修邊刀具進(jìn)行切除����。這種修邊方式生產(chǎn)效率低����,操作人員勞動強(qiáng)度大、技能要求高��;且剛成型后的塑料油箱溫度較高����,操作不便���,人工修邊的產(chǎn)品無法保證在狀態(tài)上的一致性,經(jīng)常會在修邊過程中發(fā)生產(chǎn)品報(bào)廢�。人工修邊的方式已不能滿足當(dāng)今市場對產(chǎn)品質(zhì)量和生產(chǎn)效率的要求。
機(jī)器人和控制技術(shù)的持續(xù)發(fā)展使機(jī)器人技術(shù)的應(yīng)用范圍日益廣泛�。柔性機(jī)器人不僅在汽車零部件制造方面,而且在優(yōu)化生產(chǎn)工藝流程和生產(chǎn)靈活性方面發(fā)揮越來越重要的作用�����。多個(gè)機(jī)器人可以協(xié)同工作���,例如一起加工零件以縮短循環(huán)時(shí)間����,或者共同抬起重物[1]����。而現(xiàn)今的機(jī)器人幾乎無所不能:搬運(yùn)、堆垛���、檢驗(yàn)��、拋光或者研磨�����。結(jié)合新的抓夾技術(shù)和傳感器技術(shù)��,使過去無法想象的機(jī)器人應(yīng)用成為現(xiàn)實(shí)��。
2自動化修邊生產(chǎn)線需求分析
生產(chǎn)過程中����,塑料油箱由型坯吹塑成型后,產(chǎn)品周邊有溢料形成飛邊����,切除飛邊就成了塑料油箱生產(chǎn)不可避免的一道工序。為實(shí)現(xiàn)自動化生產(chǎn)�����,需要實(shí)現(xiàn)以下功能:
(1)油箱抓取
塑料油箱在吹塑機(jī)里吹塑冷卻成型后��,通過水平機(jī)械手從模具中取出���,抓取機(jī)器人需要在機(jī)械手張開前抓住懸在半空的油箱�����。同時(shí)�,由于剛出來的油箱仍有較高的溫度�����,飛邊比較軟�����,在重力作用下容易向下彎折粘在油箱表面���,造成產(chǎn)品報(bào)廢�����,因此需要抓取夾具增加隔離擋板����,防止此缺陷產(chǎn)生����。
(2)條碼打印及粘貼
為了實(shí)現(xiàn)產(chǎn)品精確追溯���,作為油箱身份證的條碼必不可少。條碼號需由MES系統(tǒng)訂單生成���,通過打印機(jī)打印后自動粘貼在油箱指定位置��。
(3)油箱飛邊去除
飛邊占據(jù)油箱哈夫線3/4周長�����,修邊時(shí)要求去除全部飛邊�����,不能有毛刺����,不能切割到油箱哈夫線���。落下的飛邊需要自動收集�����,冷卻后送至粉碎機(jī)粉碎后回收使用�����。
(4)油箱重量采集
重量作為油箱關(guān)鍵質(zhì)量數(shù)據(jù)之一���,需要和條碼號進(jìn)行綁定,錄入到MES系統(tǒng)數(shù)據(jù)庫里��。
(5)周期需求
油箱生產(chǎn)周期為93s�����,因此整個(gè)系統(tǒng)周期需短于此時(shí)間�����,才能保證連續(xù)穩(wěn)定運(yùn)行�����。
3自動化修邊生產(chǎn)線設(shè)計(jì)與實(shí)現(xiàn)
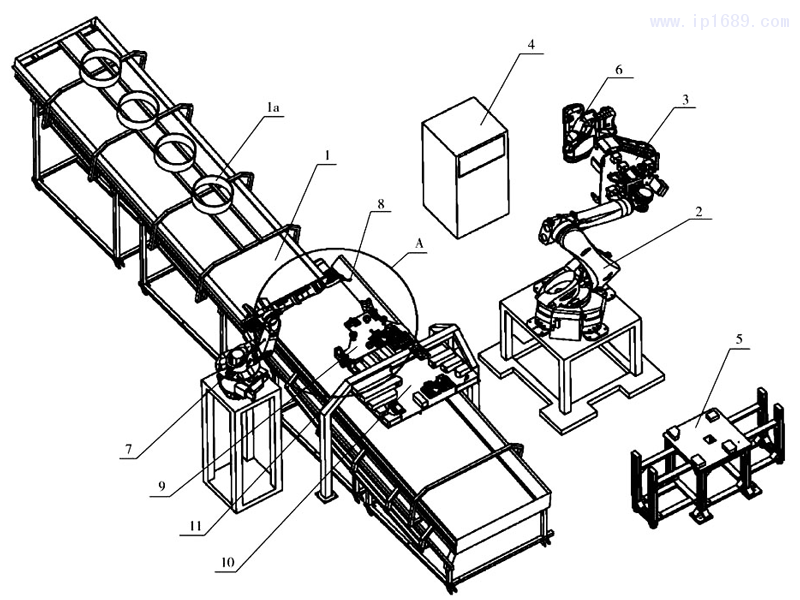
如圖1所示�����,塑料油箱自動化修邊生產(chǎn)線由飛邊輸送線��、抓取機(jī)器人、油箱抓取夾具��、條碼機(jī)���、稱重臺�、修邊機(jī)器人��、修邊刀�、修邊靠模、緩沖靠模構(gòu)成���。
抓取機(jī)器人選用KUKAKR210機(jī)器人�����,A6軸法蘭處裝有油箱仿形的抓取夾具機(jī)構(gòu)�,采用背面靠模進(jìn)行定位�����,用吸盤�、側(cè)邊夾緊氣缸進(jìn)行夾緊固定,外側(cè)裝有略低于哈夫線的飛邊隔離擋板,防止飛邊彎折與油箱粘連����。條碼機(jī)、修邊臺�、稱重臺都處于抓取機(jī)器人的工作行程范圍內(nèi)����,以實(shí)現(xiàn)夾持油箱運(yùn)動至各工位【2】。
運(yùn)行時(shí)��,油箱從吹塑機(jī)上吹塑成型�,由水平機(jī)械手從模具內(nèi)夾取出來,懸于半空中��,抓取機(jī)器人帶動油箱夾具貼近油箱��,油箱的三個(gè)側(cè)壁被夾具靠模定位����,側(cè)邊夾緊氣缸動作,固定油箱����,然后打開吸盤真空閥,吸附油箱底部,防止其在運(yùn)動時(shí)掉落��。當(dāng)抓取并固定住油箱后���,機(jī)器人發(fā)信號給吹塑機(jī)�,吹塑機(jī)張開水平機(jī)械手夾具���。檢測到機(jī)械手張開到位信號后��,抓取機(jī)器人運(yùn)行至貼條碼工位�。
條碼機(jī)采用具有網(wǎng)絡(luò)接口的打印粘貼一體機(jī)���,一卷?xiàng)l碼和色帶可打印3000張條碼����,避免頻繁更換�。條碼號由MES系統(tǒng)通過網(wǎng)絡(luò)自動下發(fā),按序列進(jìn)行打印����。機(jī)器人夾持油箱至打印工位特定位置,發(fā)送打印指令���,條碼機(jī)打印條碼后����,通過真空吸附剝離的條碼,由氣缸前進(jìn)粘貼至油箱指定位置上����。然后發(fā)送打印完成信號,抓取機(jī)器人運(yùn)行至修邊工位����。
由于生產(chǎn)周期限制�����,抓取機(jī)器人不能等修邊完成后再搬運(yùn)至下一工位���,因此增加了緩沖靠模�����。抓取機(jī)器人先把油箱放置在緩沖靠模上�����,再將上個(gè)周期已經(jīng)完成修邊的油箱放到修邊臺上�,然后返回來將緩沖靠模上的油箱放入修邊臺,最后返回等待位���,準(zhǔn)備抓取下一只吹塑完成的油箱����。這樣就有效地提升了系統(tǒng)的效率�����,保證連續(xù)穩(wěn)定運(yùn)行��。
抓取機(jī)器人離開修邊區(qū)域后����,會發(fā)送已離開信號給修邊機(jī)器人,修邊機(jī)器人即開始沿著通過示教設(shè)定的軌跡切除飛邊����。修邊刀由夾具和刀片兩部分組成,便于更換��;同時(shí)要求刀片的鋒線處于機(jī)器人A6軸的旋轉(zhuǎn)軸線上���,這樣便于在油箱上彎曲的哈夫線處運(yùn)動�。由于修邊機(jī)器人與抓取機(jī)器人運(yùn)動軌跡在空間上有一部分重合,需要對其碰撞進(jìn)行防護(hù)[3]�����。一般可以使用機(jī)器人的空間監(jiān)控和程序信號進(jìn)行邏輯保護(hù)��,同時(shí)在機(jī)器人程序中設(shè)定中斷���,只要同時(shí)進(jìn)入公共空間�����,則兩個(gè)機(jī)器人立即停止運(yùn)行。切除的飛邊掉落在修邊臺下方的飛邊輸送線1上��,通過裝在上面的冷卻風(fēng)扇冷卻后送入粉碎機(jī)進(jìn)行回收利用��。為了使熱的飛邊得到充分的冷卻�����,采用了二層輸送線的結(jié)構(gòu)���,使得整個(gè)輸送線行程變長�����,增加了冷卻時(shí)間�����。
修邊后的油箱由抓取機(jī)器人放入稱重臺上��,當(dāng)機(jī)器人離開后����,稱重臺底板下的電子秤由氣缸托起,對油箱進(jìn)行稱重檢測�,延遲5s左右,待重量穩(wěn)定后��,下方的條碼掃描儀掃描讀取條碼數(shù)據(jù)�,發(fā)送至MES系統(tǒng),MES通過串口讀取當(dāng)前的油箱重量值��,與條碼數(shù)據(jù)一起記錄到數(shù)據(jù)庫中�����。
4結(jié)語
工業(yè)4.0時(shí)代下,制造業(yè)領(lǐng)域都在快速朝著智能制造發(fā)展��。汽車行業(yè)作為制造業(yè)的重要角色之一�����,一直追求自動化��、數(shù)字化�、網(wǎng)聯(lián)化,以期提高生產(chǎn)效率和降低產(chǎn)品成本�����。通過采用機(jī)器人技術(shù)�����,實(shí)現(xiàn)了汽車塑料油箱自動修邊系統(tǒng)��,提高了過程的穩(wěn)定性和產(chǎn)品一致性�����,保證了產(chǎn)品的質(zhì)量�,降低了油箱的生產(chǎn)制造成本。同時(shí)將信息采集錄入MES系統(tǒng)���,實(shí)現(xiàn)了產(chǎn)品的精確追溯�,也為后續(xù)數(shù)據(jù)分析奠定了基礎(chǔ)��。
參考文獻(xiàn)
[1]陳文兵.機(jī)器人在汽車零部件行業(yè)中的應(yīng)用實(shí)例——機(jī)器人作業(yè)自動化生產(chǎn)線[J].科技創(chuàng)新與應(yīng)用����,2014(22):42.
[2]陳英.工業(yè)機(jī)器人在沖壓自動化生產(chǎn)線中的應(yīng)用分析[J]自動化與儀器儀表,2016(10):73-74���,76.
[3]王厚勇����,張文佳���,辛磊磊�,等.機(jī)器人與自動化技術(shù)在生產(chǎn)線智能化改造中的應(yīng)用[J].汽車工藝師����,2017(3):24-27.
























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





