崔偉 陸宏杰 王寧
(中國電器科學(xué)研究院有限公司 廣州 510300)
摘要:一般的冰箱內(nèi)膽生產(chǎn)多使用凸模吹泡成型和凹模輔模吸塑成型,這兩種方法各有優(yōu)缺點����。稍復(fù)雜的冰箱內(nèi)膽都用凹模輔模成型法,本文介紹的用于冰箱內(nèi)膽生產(chǎn)的凹模輔模加壓空箱成型的全自動真空成型機���,除了采用凹模輔模吸塑工藝以外����,在這基礎(chǔ)上還增加了壓空箱���,通過壓空箱加壓縮空氣的方式�,使得其能成型更復(fù)雜的內(nèi)膽����,內(nèi)膽壁厚更均勻��,效果更好�����。同時�,該真空成型機還是全自動設(shè)備���,與單工位相比節(jié)約人力���,與三工位相比節(jié)約投資。
關(guān)鍵詞:真空吸塑�;凹模;輔模��;壓空箱��;全自動
引言
冰箱的箱體內(nèi)殼��,門體內(nèi)殼作為存儲食物的容器�����,是冰箱的主要零部件����,它們一般是用ABS���,HIPS等塑料板材采用真空吸塑成型工藝生產(chǎn)的,產(chǎn)量大����。箱體及門體內(nèi)殼的生產(chǎn)是冰箱生產(chǎn)的一道關(guān)鍵工序��,其質(zhì)量的好壞嚴(yán)重影響冰箱的外觀質(zhì)量和內(nèi)部附件的裝配�。真空吸塑成型,主要原理是將熱塑性的塑料板加熱軟化�,然后使用真空泵,通過真空的作用將塑料板緊緊的貼覆在模具中�����。經(jīng)過冷卻后���,得到與模具外形相同的塑料件��。真空成型的方法主要有無模吸塑成型���、單凹模真空成型�、凹模輔模吸塑成型���、單凸模真空成型�、凸模吹泡真空成 型等方式�。冰箱內(nèi)殼成型主要采用凸模吹泡真空成型法及凹模輔模吸塑成型法,它們各有優(yōu)缺點���。
1 凸模吹泡真空成型法及凹模輔模吸塑成型法分析
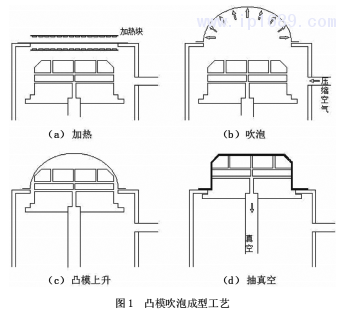
1.1凸模吹泡真空成型法
該方法的主要原理是將熱塑性的塑料板使用熱輻射的方式加熱�����,當(dāng)加熱到一定程度��,塑料板軟化后���,對其吹壓縮空氣,將其吹漲���,形成一個中空的氣泡����。然后凸模進(jìn)入氣泡中�,通過真空泵將中空部分的空氣抽走�����,使得塑料板緊緊的貼覆在模具中����。經(jīng)過冷卻后��,再采用壓縮空氣反吹貼在模具上的塑料成品����,使其順利脫模��,最終得到與模具外形相同的塑料件
這種方法�����,優(yōu)點是:
1) 模具的表面即是內(nèi)殼的表面�����,塑料件成品尺寸穩(wěn)定�����。
2) 模具整體加工,模具尺寸精度容易保證����,發(fā)泡模具易修配。
缺點也很明顯:
1) 塑料件產(chǎn)品表面直接貼覆模具���,模具表面粗糙度要求高�。
2) 需要板料較厚�����,成型后����,厚度不均勻,原材料成本高�����。
3) 不容易成型較復(fù)雜的形狀���。
在國際上����,歐美的冰箱企業(yè)大多采用凸模成型。
1.2 凹模輔模吸塑成型法
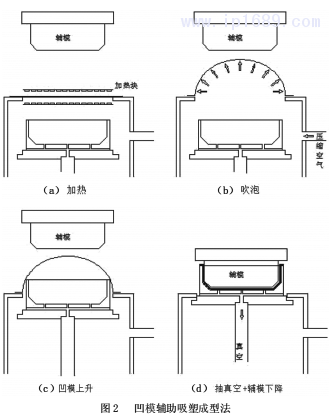
該法的成型方式與凸模吹泡真空成型法類似�����,同樣經(jīng)過加熱���,吹泡�,模具上升�����,抽真空等階段��。但是���,模具采用凹模,并且在抽真空時�����, 模具上方加以輔模作為輔助手段��,幫助成型更復(fù)雜的形狀。
這種方法在抽真空的同時�,輔模下降,幫助板料更好的貼合在模具上(圖 2)��。
其優(yōu)點是:
1) 模具不直接接觸塑料件產(chǎn)品的外觀面�����,對模具的表面粗糙度
要求低�。
2) 可采用較薄的板料加工,原材料成本低�����。
3) 有輔模輔助成型����,可成型較復(fù)雜的形狀。
4) 多穴腔時���,模具成本比凸模低�����。
其缺點是:
1) 發(fā)泡模不易修配
2) 模具采用拼接式�����,配合要求高���。
日本企業(yè)大多采用凹模輔模吸塑成型的方法�。由其優(yōu)缺點可知�����,凹模成型有獨特的優(yōu)點�����,一般形狀較為復(fù)雜的冰箱內(nèi)膽都采用凹模輔模成型法��。但是這種方法���,成型的質(zhì)量好壞關(guān)鍵在于輔模��。輔模一般采用木制�����,外包裹棉絨布。輔模和凹模之間的間隙20 ~ 25mm,不易成型的地方�����,減少間隙����,但這樣會造成流痕。
本文新介紹一種凹模輔模加上壓空箱的方法����,能幫助凹模更好的成型,設(shè)計一種更科學(xué)的冰箱內(nèi)膽用真空成型機�����。
2 凹模輔模加壓空箱成型的全自動真空成型機
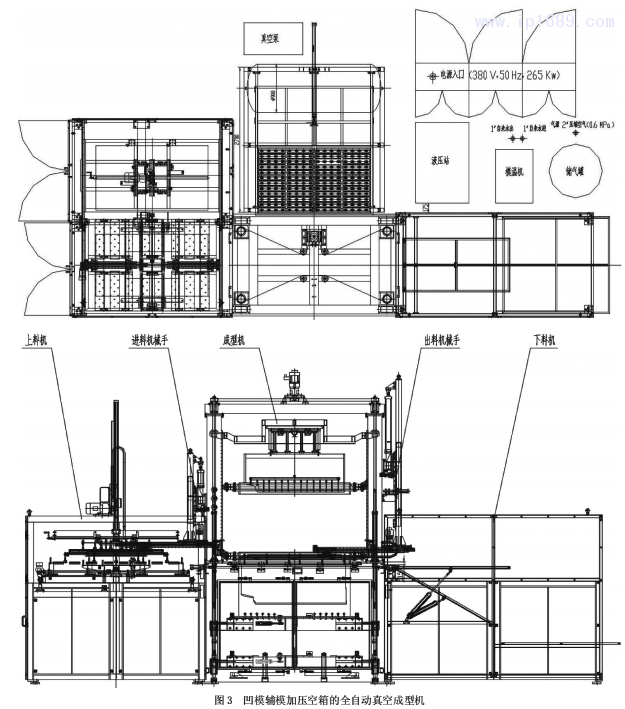
這種真空成型機�,不僅采用新型的凹模輔模加壓空箱的方法,而且在單工位的基礎(chǔ)上���,加上自動上下料機械手����。與傳統(tǒng)的單工位真空成型機相比���,其自動化程度更高�����,不需人工上下料����,節(jié)省了人力和物力。在人力成本日益高漲的今天��,能更好的節(jié)約運行成本���。而與傳統(tǒng)的三工位真空成型機相比�����,其設(shè)備成本又低很多���,僅為傳統(tǒng)三工位的 40 %。全自動真空成型機如圖 3�����。
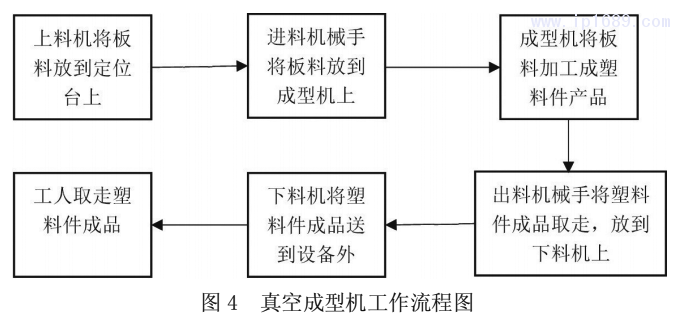
其組成主要有:上料機����,進(jìn)料機械手,成型機�����,出料機械手���,下料機�����。它的成型工藝如圖 4 所示��。
1)上料機
上料機主要有垛料平臺�����,移載上料機�����,自動定位臺組成����。工人將板料放置在垛料臺上,移載上料機將板料從垛料臺吸起�����,移載到定位臺上�����。然后定位臺將板料定位�����。
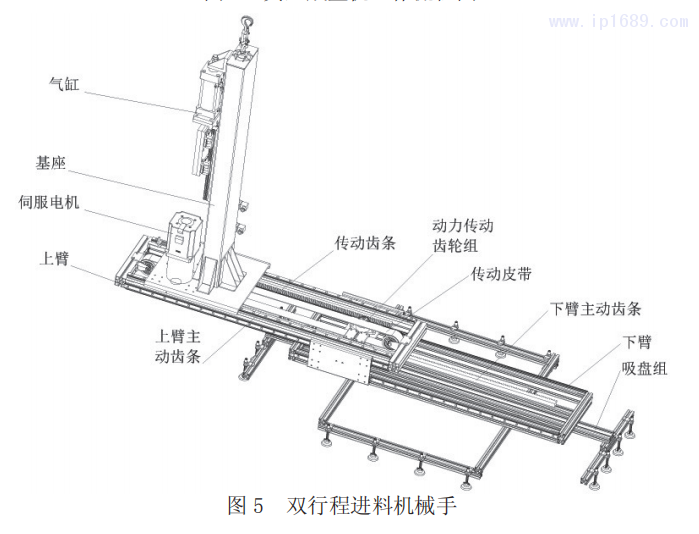
2)進(jìn)料機械手
進(jìn)料機械手的作用是板料送入成型機中����。該機械手采用獨特的雙行程結(jié)構(gòu)(圖5),一個動力驅(qū)動兩個行程����。其特點是結(jié)構(gòu)緊湊,不需要太多的空間��。
3)成型機
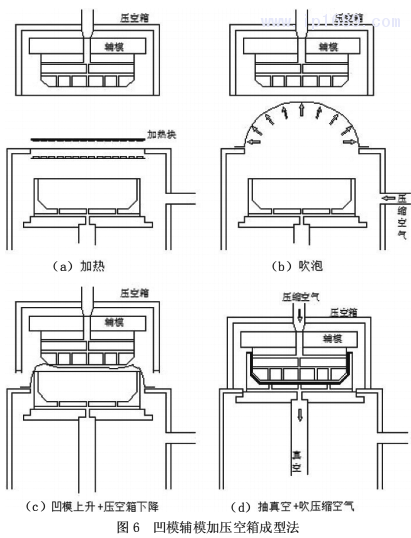
成型機采用凹模輔模加壓空箱的成型方式����。成型方式與凹模輔模成型相類似�,但是多了壓空箱的作用��。在板料被加熱吹泡后���,凹模上升的同時,壓空箱帶著輔模同時下降�。在開始抽真空的那一刻,壓空箱將板料上方的空間密封住���,形成一個密閉的空間���。抽真空的同時,壓空箱內(nèi)同時充入壓縮空氣���。輔模輔助成型的同時�,在一些輔模不易到達(dá)����,或者有產(chǎn)品有倒扣的地方,壓縮空氣起到輔模的作用�����,幫助產(chǎn)品成型(圖 6)。
采用這種方法����,在成型復(fù)雜形狀的冰箱內(nèi)膽時,由于壓縮空氣的作用����,成型的效果更好,壁厚更加均勻��。
4)出料機械手
該機械手結(jié)構(gòu)與進(jìn)料機械手一樣��,功能是將成型后的塑料件取走��,放到下料機上�����。
5)下料機
出料機械手將成型好的塑料件放到下料平臺后��,下料平臺在氣缸的帶動下��,往下傾斜��,塑料件下滑出設(shè)備,工人取走塑料件����。
3 應(yīng)用實例
一臺凹模輔模加壓空箱成型的全自動真空成型機,目前在深圳一家冰箱生產(chǎn)廠家中有應(yīng)用���,該設(shè)備的主要參數(shù)如下:
> 最大成型面積2000mm×1000mm
> 模具最大高度900mm����,凹模成型
> 生產(chǎn)節(jié)拍20模 / 小時
> 產(chǎn)品合格率99%(設(shè)備相關(guān)����,連續(xù)生產(chǎn)1000臺)
設(shè)備在實際使用過程中��,自動化程度高����,不需要工人上下料,工人只負(fù)責(zé)取走產(chǎn)品��,并且生產(chǎn)節(jié)拍達(dá)到設(shè)計參數(shù)���。所生產(chǎn)的冰箱內(nèi)膽����,深度465mm。一般這個深度的內(nèi)膽�����,都需要使用3.6mm厚的HIPS 板�,目前廠家只使用2.8mm的板。但是所制成的塑料件如圖7����、圖8,可見 成型效果很好����,大大節(jié)約了生產(chǎn)成本,最終得到廠家的好評�����。
4 結(jié)論
本文所提及的這種采用凹模輔模加壓空箱吸塑成型的全自動真空成型機��,比一般的凹模吸塑成型機效果好�����。該機與單工位真空成型機相比,自動化程度高��,不用人工操作���,節(jié)約了人力����,并且規(guī)避了人工上下料的誤差�,又比三工位真空成型機成本低60%。特別適用于生產(chǎn)高質(zhì)量要求��,小批量的定制化冰箱內(nèi)膽���。
參考文獻(xiàn):
[1] 王強.凹模型腔真空成型吸塑模設(shè)計[J].模具制造 , 2005(5):45-46.
[2] 施靖.FLTP_759型真空吸塑成型機設(shè)計改進(jìn) [D].揚州:揚州大學(xué),2006.
[3] 徐明.冰箱內(nèi)膽吸塑成型工藝優(yōu)化方法研究 [D].鎮(zhèn)東:江蘇大學(xué), 2010.
[4] 陳義兵,胡德云.冰箱內(nèi)膽成型工藝與模具設(shè)計[J].模具工業(yè)2012(12):42-46.


























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





