黃永程�����,楊 斌(1)�����,伍先明(2)��,楊晶晶,王鵬程����,李 俏,黎志勇����,劉順彭,孫慶輝
廣東理工學(xué)院�����,廣東 肇慶 526100
摘 要:
基于Moldflflow 2018軟件對薄壁塑件進(jìn)行注塑成型和注塑壓縮成型模擬����,分別從V/P切換時的壓力、填充末端壓力��、流動前沿溫度�、平均體積收縮率、氣穴����、熔接線和翹曲變形等方面進(jìn)行對比分析。結(jié)果表明:采用注塑壓縮成型工藝加工的薄壁塑件質(zhì)量優(yōu)于由注塑成型工藝得到的薄壁塑件,該對比分析結(jié)果對薄壁塑件的實際加工具有一定的指導(dǎo)意義�。
關(guān)鍵詞: 薄壁塑件;注塑成型��;注塑壓縮成型��;翹曲變形
隨著社會的飛速發(fā)展����,塑料制件在家電��、汽車�、 高鐵、航空航天等領(lǐng)域得到廣泛應(yīng)用���。其中薄壁塑件因自身剛度較差�,易出現(xiàn)較嚴(yán)重的翹曲變形�,致使塑件的形狀和尺寸偏離原始設(shè)計要求,進(jìn)而導(dǎo)致外觀質(zhì)量變差�����、裝配性能下降��。采用傳統(tǒng)加工方法很難得到高質(zhì)量的薄壁塑件,為此諸多研究者對注塑成型工藝進(jìn)行了大量的數(shù)值模擬和實驗對比分析�����。例如���,肖民等[1]模擬分析了保壓工藝對薄壁塑件成型的影響�����,并通過注塑實驗進(jìn)行了驗證��,結(jié)果表明�,保壓工藝對塑件翹曲變形具有顯著影響�����。殷筱依[2]采用正交試驗法分析了工藝參數(shù)和模具結(jié)構(gòu)對薄壁塑件翹曲變形的影響��,從而確定了影響塑件翹曲的主要因素����,同時優(yōu)化了模具結(jié)構(gòu),最終得到一組最優(yōu)成型工藝參數(shù)(該工藝條件下得到的塑件翹曲變形量最小)���。江青松等[3]采用耦合有限元分析方法對薄壁塑件應(yīng)力分布和翹曲變形進(jìn)行分析����。結(jié)果表明,隨著翹曲變形的產(chǎn)生����,塑件內(nèi)的殘余應(yīng)力相應(yīng)減小�;壁厚是影響翹曲變形的主要因素�,而工藝參數(shù)的影響相對較小。此外�����,為提高薄 壁塑件的質(zhì)量����,還可采用特殊的成型方法,如注塑壓縮成型����。注塑壓縮成型是一種注塑和壓縮模塑的組合成型技術(shù),其是將塑料熔體注入稍微開啟的模具內(nèi)�����,待注塑完畢,在熔體固化前通過外力進(jìn)行二次合模����,從而使塑件均勻受力以減少殘余應(yīng)力、提高塑件性能��。諸多研究表明��,與傳統(tǒng)注塑成型相比�����,注塑壓縮成型工藝具有很大的優(yōu)越性�����。例如����,J Y Ho等[4]采用有限元法對厚1.5 mm、半徑70 mm的圓盤注塑壓縮成型進(jìn)行了仿真和實驗��,并對比分析了模擬及實驗數(shù)據(jù)�,研究發(fā)現(xiàn)�,與注塑成型相比����,注塑壓縮成型的剪切速率更低,剪切應(yīng)力分布更均勻��。本研究對薄壁塑件的注塑成型和注塑壓縮成型工藝進(jìn)行了對比分析����,為薄壁塑件的實際生產(chǎn)提供參考。
1 薄壁塑件前處理
1.模型建立
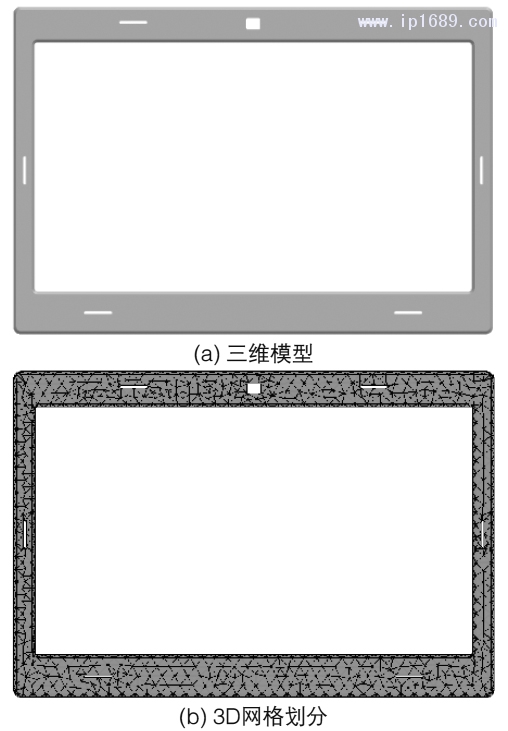
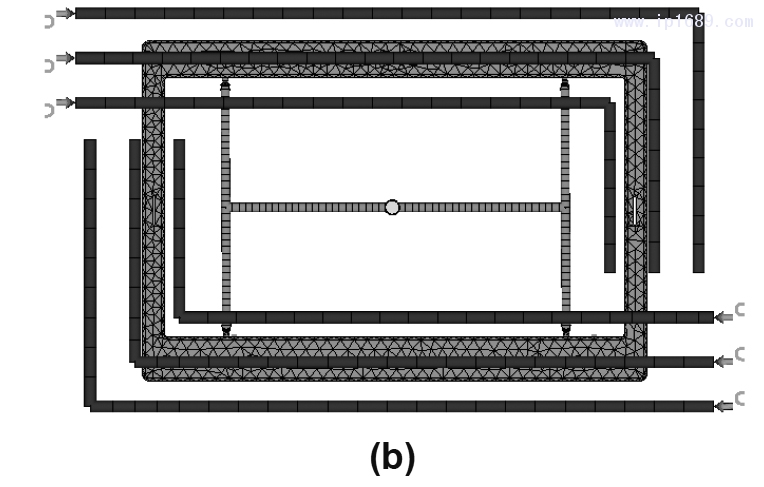
薄壁塑件是指流長厚度比���,即熔體從進(jìn)入模具到型腔最遠(yuǎn)點的流動長度與塑件平均壁厚之比在 100或150以上的塑件(或厚度小于1 mm���,同時投影面積在50 cm2 以上的塑件)����。本研究以某品牌筆記本電腦顯示器外殼作為分析模型(如圖1所示),其外尺寸為340 mm×230 mm×1.5 mm���,內(nèi)尺寸為310 mm×175 mm×1.5 mm��,屬于薄壁塑件���。在Pro/E 中建立該顯示器外殼三維模型(圖1(a))��,然后導(dǎo)入CAD Doctor對其進(jìn)行修復(fù)����,再把修復(fù)后的模型導(dǎo)入Moldflflow中進(jìn)行3D網(wǎng)格劃分(圖1(b))�����。該模型的四面體數(shù)為57 628�����,節(jié)點數(shù)為10 752�����,最大縱橫比為28.26%�,在允許范圍內(nèi)。
1.2 材料選取
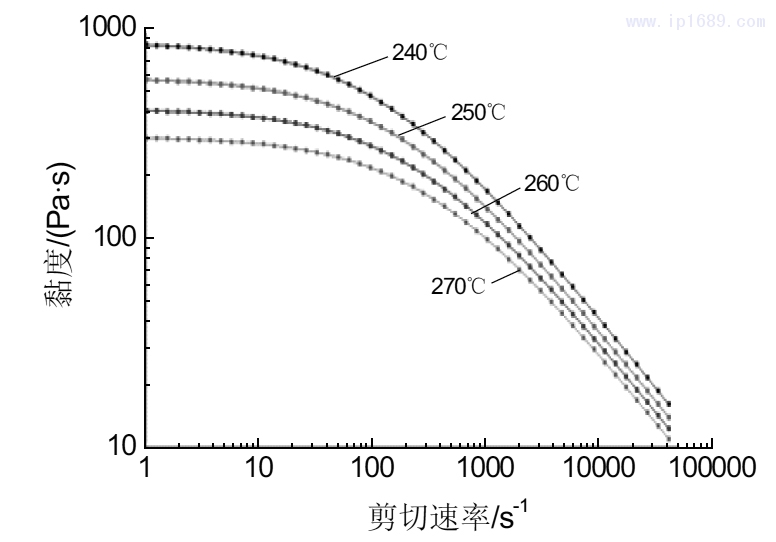
考慮到筆記本電腦顯示器外殼對機械強度�����、散熱效果�����、質(zhì)量和光澤度等的要求,選用工程塑料 PC+ABS(聚碳酸酯與丙烯腈-丁二烯-苯乙烯共聚物的共混物)����,由該材料制備的顯示器外殼具有壁薄、質(zhì)輕�����、強度高�����、散熱快�、屏蔽好等突出優(yōu)點[5]。本實驗選用牌號為Baybtend FR3001的PC+ABS材料���,該材料的推薦模具表面溫度為70℃、熔體溫度為260℃��,材料流動性較好���,其黏度曲線如圖2所示���。
1.3 流道及冷卻系統(tǒng)設(shè)計
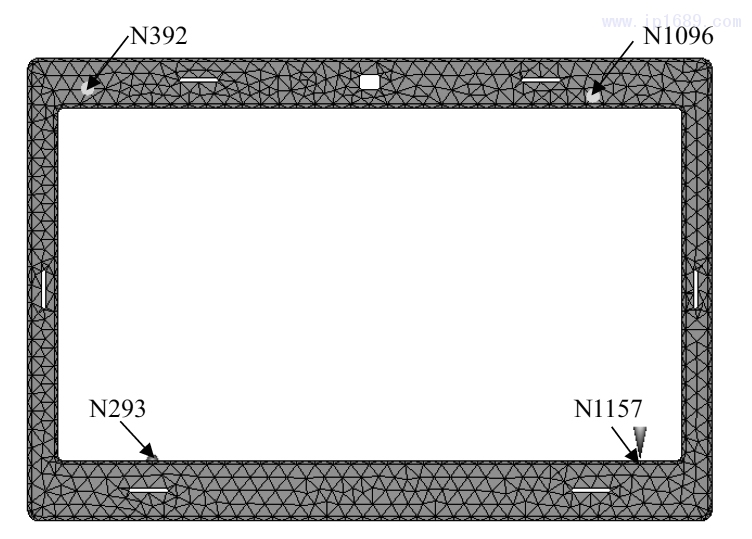
顯示器外殼塑件較薄且面積較大����,故采用一 模一腔��,4個澆口進(jìn)料����。通過Moldflflow 2018軟件進(jìn)行分析,最終確定的最佳澆口位置為N392����、N293、N1096�、N1157,如圖3所示���。
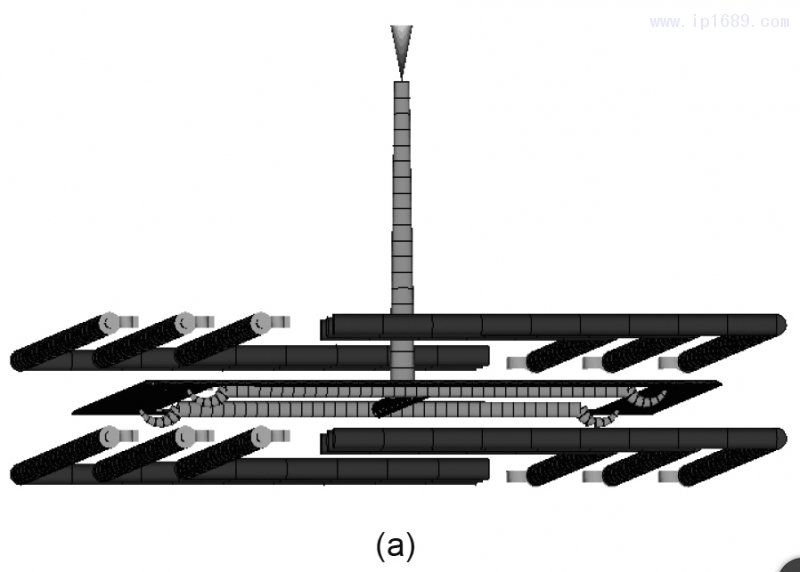
此外����,為不影響塑件外觀�,采用潛伏式澆口,進(jìn)膠點位于殼體背面���。澆口始端直徑為1.2 mm�����,末端直徑為6 mm�����;分流道直徑為6 mm�����;主流道始端直徑為8 mm��,末端直徑為6 mm�;冷卻水道直徑為8 mm,水道中心距為30 mm�����。整個系統(tǒng)如圖4所示���。
2 工藝分析
采用Moldflflow對塑件模型進(jìn)行模流分析,結(jié)果顯示��,在塑件成型過程中能夠?qū)崿F(xiàn)充填平衡和均勻冷卻,進(jìn)而驗證了所設(shè)計澆注系統(tǒng)和冷卻系統(tǒng)的合理性和有效性�。根據(jù)材料自動匹配成型條件,成型條件均采用默認(rèn)值��。
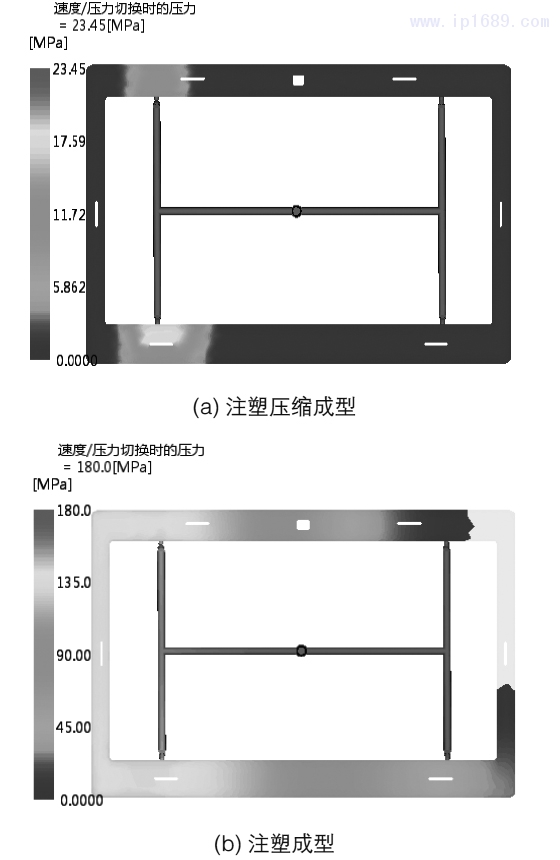
2.1 V/P切換時的壓力和填充末端壓力
V/P切換時的壓力顯示了從速度控制切換到壓力控制時���,模具內(nèi)整個流動路徑的壓力分布�����,壓力越大說明熔體流動阻力也越大�����。本實驗的最大(V/P切換時)壓力發(fā)生在熔體注射位置附近(如圖5所示)�,其中注塑壓縮成型的最大壓力為23.45 MPa��,而注塑成型的最大壓力達(dá)到180 MPa����,且出現(xiàn)短射現(xiàn)象。
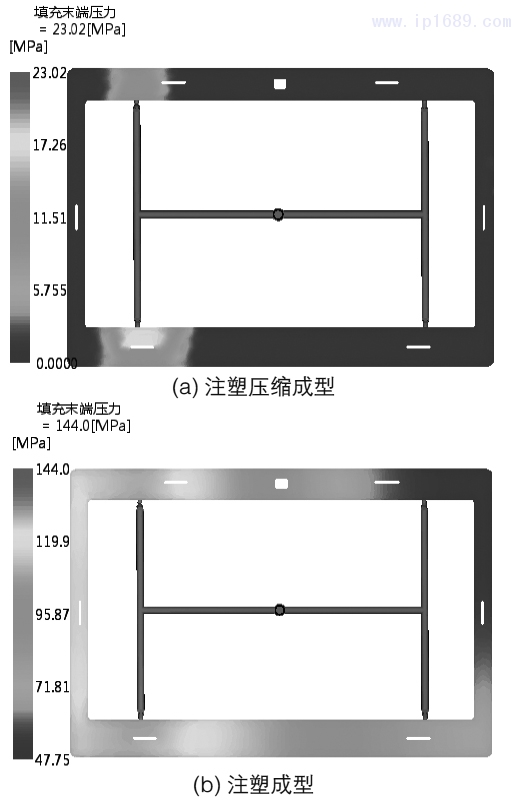
填充末端壓力顯示了在填充結(jié)束時壓力在模具中沿熔體流動路徑的分布情況����。與普通注塑成
型相比����,注塑壓縮成型型腔可以自動調(diào)整���,在注塑過程中所需壓力較小���。圖6為上述兩種成型工藝的填充末端壓力模流分析結(jié)果。從圖6可以看出���,注塑壓縮成型的填充末端壓力最大值為23.02 MPa��,其制品在低壓狀態(tài)下完成充填�����,而注塑成型的填充末端壓力最高達(dá)到144 MPa����。
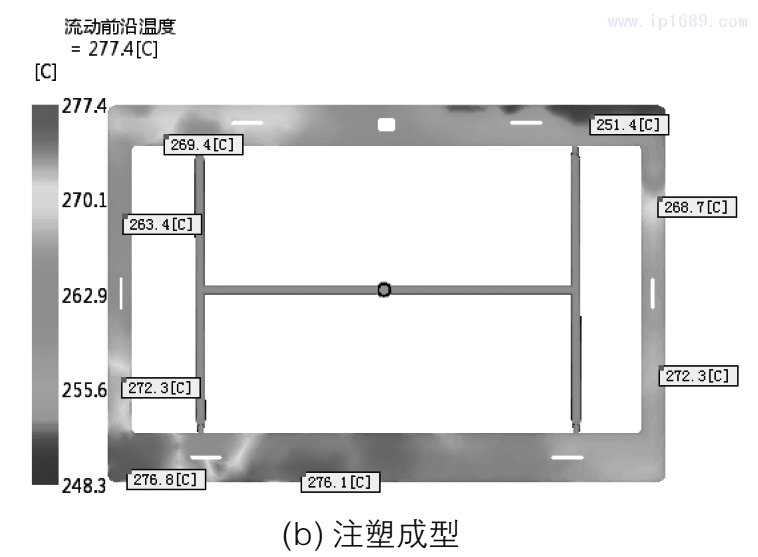
2.2 流動前沿溫度
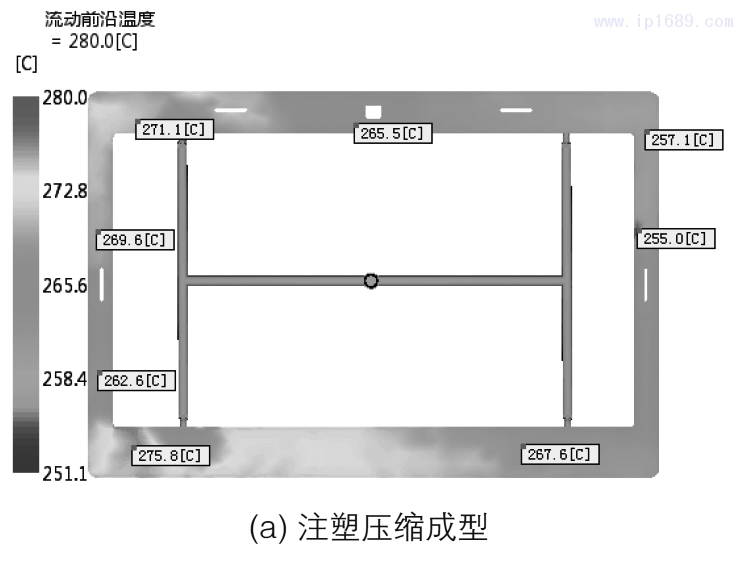
流動前沿溫度是熔體充填一個節(jié)點的中間流溫度�����,代表截面中心的溫度。流動前沿溫度過高會導(dǎo)致材料降解����、制品產(chǎn)生表面缺陷����,溫度過低則會發(fā)生滯流或短射。圖7為普通注塑成型與注塑壓縮成型的流動前沿溫度模流分析結(jié)果���。由圖7可知��,注塑壓縮成型的溫度變化范圍小于注塑成型���,前者的溫度變化比較均勻。
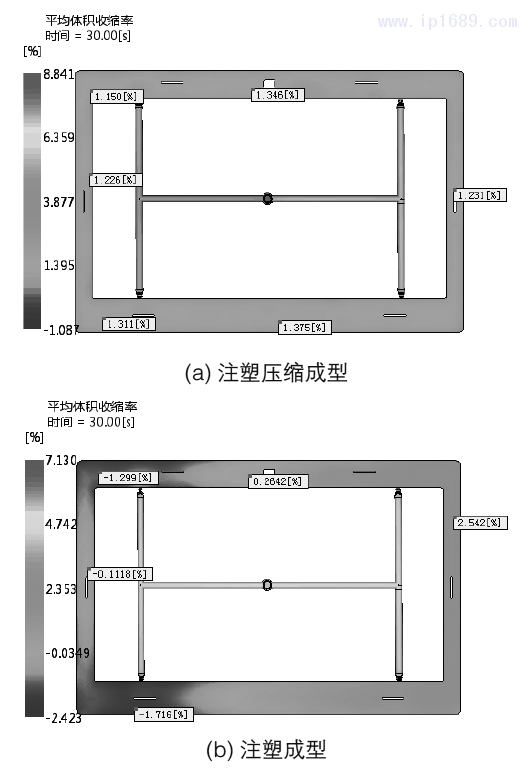
2.3 平均體積收縮率
體積收縮率顯示了每個單元(在頂出時)相對于自身原始體積的收縮率���,體積收縮必須均勻分布在整個塑件上才能減小翹曲變形�。圖8為普通注塑成型與注塑壓縮成型的平均體積收縮率模流分析結(jié)果����。從圖8可以看出,注塑壓縮成型工藝的平均體積收縮率變化較小���,而注塑成型工藝的體積收縮率變化較大����,且出現(xiàn)反向收縮。
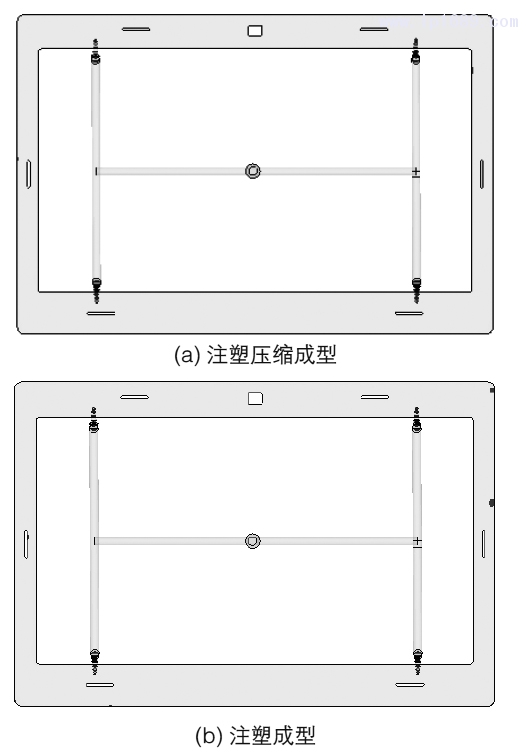
2.4 氣穴
氣穴通常出現(xiàn)在節(jié)點位置����,當(dāng)熔體從各個方向流向同一個節(jié)點時就會形成氣穴,氣穴過多會影響塑件的質(zhì)量��。由圖9可以看出����,注塑成型塑件產(chǎn)生了3處氣穴。
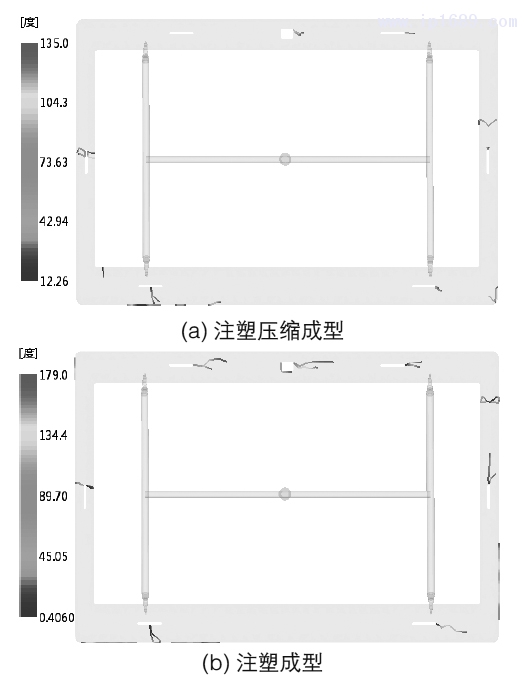
2.5 熔接線
充模過程中���,兩股相向或平行的熔體前沿相遇��,就會形成熔接線���。通常兩股匯合熔體前端的夾 角(匯合角)越小,產(chǎn)生的熔接線越明顯����。熔接線是 常見的塑件缺陷�����,其存在不僅影響制品外觀質(zhì)量�����,而且對制品的力學(xué)性能影響很大。從圖10可以看出�����,注塑壓縮成型產(chǎn)生的熔接線明顯少于注塑成型��。
2.6 翹曲分析
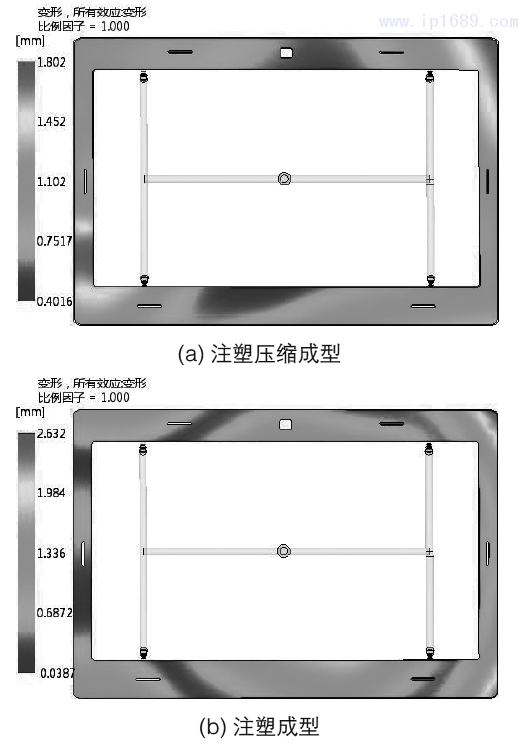
翹曲變形是指塑件的形狀偏離模具型腔的形狀所規(guī)定的范圍��,是塑件常見的缺陷之一�。對于薄壁塑件,其更易發(fā)生翹曲變形����。從圖11可以看出,注塑壓縮成型的最大變形量為1.802 mm���,注塑成型最大翹曲變形量為2.632 mm��,注塑壓縮成型產(chǎn)生的翹曲變形明顯小于注塑成型��。
3 結(jié)論
(1)與普通注塑成型工藝相比��,注塑壓縮成型在V/P切換時的壓力減小了87
.0%����,填充末端壓力減小了84.1%,制品翹曲變形量減小了31.5%�����。
(2)與注塑壓縮成型工藝相比�,普通注塑成型的流動前沿溫度變化不均勻,平均體積收縮率變化較大�����,且出現(xiàn)反向收縮���,同時產(chǎn)生較多的氣穴和熔接線��,嚴(yán)重影響了塑件的質(zhì)量��。
參考文獻(xiàn):
[1] 肖民,阮育煌,威巍. 薄壁注塑件保壓工藝的CAE分析及優(yōu)化 [J]. 機電工程技術(shù), 2012, 41(11): 12-16.
[2] 殷筱依. 薄壁塑件注塑成型翹曲變形控制研究[D]. 重慶: 重慶交通大學(xué), 2017.
[3] 江青松,柳和生,熊愛華,等. 纖維增強薄壁注塑件翹曲變形耦合有限元分析[J]. 北京化工大學(xué)學(xué)報: 自然科學(xué)版, 2017, 44(2): 103-107.
[4] J Y Ho, J M Park, T G Kang. Three-dimensional numerical analysis of injection-compression molding process[J]. Polymer Engineering and Science, 2012, 52(4): 901-911. [5] 丁清國. RHCM成型數(shù)值模擬分析及工藝參數(shù)優(yōu)化[D]. 昆明: 昆明理工大學(xué), 2013.
[6] 黃成,黃建峰,等. Moldflow 2018模流分析從入門到精通[M]. 北京: 機械工業(yè)出版社, 2018.
























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





