介紹:
泡沫材料的擠出基本是指混合著化學(xué)發(fā)泡劑的聚合物的擠出���。熱量的產(chǎn)生融化了聚合物��,也使得發(fā)泡劑受熱分解出氣體�����。氣體分布于熔融的聚合物中并且不斷擴散到模具上��。
一般的擠出機只要滿足以下要求����,就都能夠用于聚合物的發(fā)泡:
熔融溫度必須保證能使發(fā)泡劑完全分解;
熔融壓力必須保證使發(fā)泡劑產(chǎn)生的氣體充滿熔融聚合物中直到溢出到模具上�。
如果溫度達不到足夠高,會造發(fā)泡劑不能充分分解從而造成浪費��。而且沒有分解的部分會凝固�,它會阻礙融化或者會使產(chǎn)品形成孔洞、不良的微孔結(jié)構(gòu)和表面�����。
壓力的不足會導(dǎo)致“提前發(fā)泡”���,即使隨后增大壓力��,氣體也不能“再融入”��,這會造成微孔的破壞和瓦解�,形成大量不規(guī)則的結(jié)構(gòu)��。
當(dāng)輪廓和薄片為粗糙的表面時(鯊魚皮)����,這種粗糙的發(fā)泡會使平滑的薄膜上形成孔�����。如果是薄膜吹制成型��,吹制的薄膜管會崩壞�。
運用“排氣”或者排氣擠出機(用于PS和PMMA的擠出)是比較合適的方法���,但要遵循以下幾點建議:
出口處需要堵住或者密封住,以防發(fā)泡劑產(chǎn)生的氣體泄漏����;
使用軸段沒有被深切的三段式螺桿或者排氣式螺桿,而且在排氣區(qū)域螺紋不能太高���。在揮發(fā)區(qū)��,有一個高度自由的空間�����,這會降低輕微的壓力���,有可能引起提前發(fā)泡���。對于較厚的螺旋軸,壓力的下降可以通過提高螺桿速度或者增大模具中的壓力來補償���。
發(fā)泡劑
福馬索發(fā)泡劑是由卑爾根國際公司開發(fā)的�,它的配方合理�����,如果使用得當(dāng)��,可在規(guī)定的溫度范圍內(nèi)時確保分解完全且形成極其一致和精細(xì)的泡沫結(jié)構(gòu)�����。
表1 福馬索發(fā)泡劑產(chǎn)品及其分解溫度
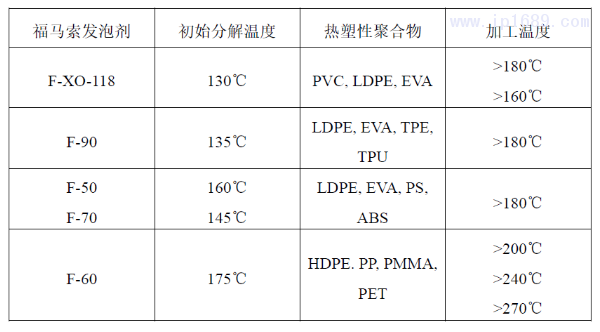
通常會使用兩種形式的發(fā)泡劑����,有粉末和濃縮物合或者顆粒狀的母料。雖然看起來使用粉末狀的發(fā)泡劑更經(jīng)濟�,其實際上難以計量。當(dāng)缺少合適的粉末計量系統(tǒng)時��,通常會通過干混將粉末和聚合物混合起來。為了實現(xiàn)良好的混合����,通常混合前�,要使用合適的混合器在聚合物上涂上一層液體材料(涂料)。合適的涂料有低粘度的石蠟油或其他液體添加劑�����,如增塑劑����、潤滑劑或抗靜電劑���。一般涂層使用量不大���,約為0.5%到1%,如果大量的使用�,會引起熔融滑移或者過度潤滑的危害,這會導(dǎo)致擠出機進料時出現(xiàn)問題�����。
一般來說,最好用顆粒狀母料形式的發(fā)泡劑���,這類似于使用其他添加劑或者色母料����。許多類型的進料器����、攪拌器和計量裝置可以計量母料的重量或體積。然而�����,使用母料時�,載體聚合物可能會影響發(fā)泡過程。
發(fā)泡劑和母料混合形成發(fā)泡劑母料���,選擇與聚合物相容的發(fā)泡劑母料時非常重要的���,因此卑爾根公司的發(fā)泡劑能以不同的濃度用在不同的樹脂母料中。
卑爾根公司還提供了全系列的產(chǎn)品����,它們有放熱發(fā)泡劑和放熱/吸熱混合材料��。這種材料適用于粉末狀和顆粒狀母料��。
機械參數(shù)
擠出機
大多數(shù)單螺桿擠出機都適用于發(fā)泡擠出����,螺桿的長徑比至少為24:1���,常用的長徑比為30:1�。進料區(qū)的溫度應(yīng)低于發(fā)泡劑開始分解的臨界溫度����,以防止其過早地分解�。
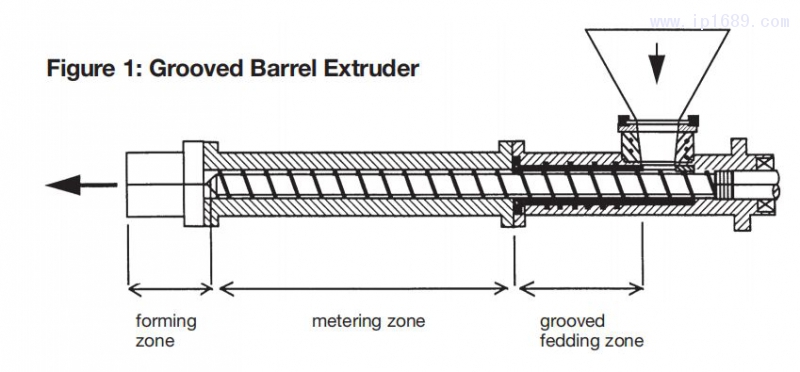
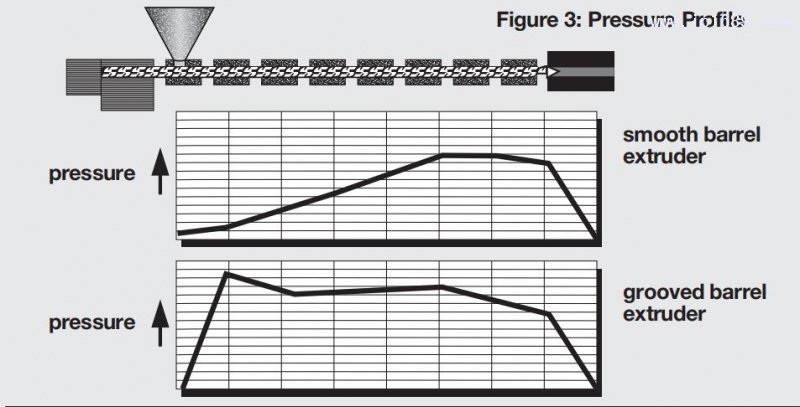
使用有槽的管道能讓擠出機內(nèi)的相對壓力快速增加(見圖1、3)�,這對于低熔融溫度環(huán)境中的發(fā)泡劑是有利的。當(dāng)發(fā)泡劑在較早階段就融化了并且開始分解�,由于管道前段的高壓作用,分解的氣體能融入熔融物中且在短時間內(nèi)有很好的分布狀況��。
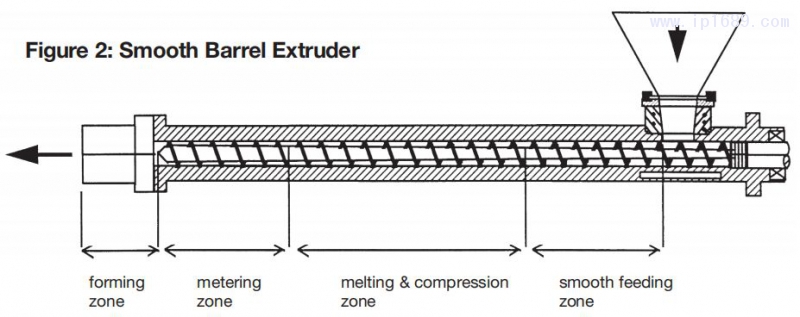
當(dāng)使用光滑的管道時����,要到達熔融壓力的時間較長(見圖2�、3)�,低熔點的發(fā)泡劑母粒會在管中過早地融化,這會導(dǎo)致氣體或多或少地從料斗中溢出�����。這種情況下就需要把進料區(qū)的溫度調(diào)低��,以防發(fā)泡劑過早分解�����。
圖1 槽管式擠出機
圖2 光滑管式擠出機
圖3 壓力簡況
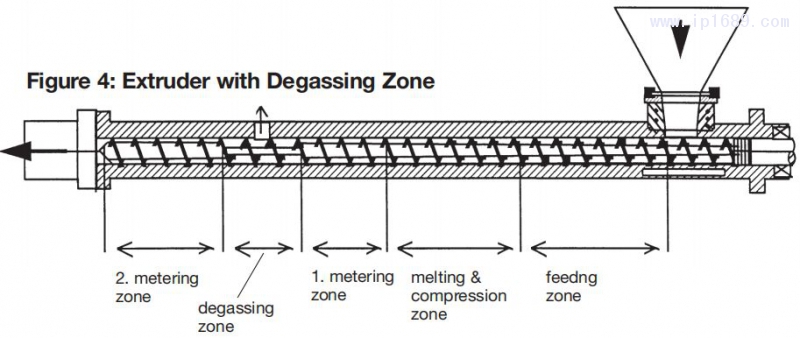
圖4 有排氣區(qū)的擠出機
螺桿結(jié)構(gòu)
只要單段式的螺桿中沒有大幅度的壓降�,普通的螺桿基本都能用于發(fā)泡擠出,大幅度的壓降會導(dǎo)致熔體中不必要的提前發(fā)泡�。為了工藝而制作的螺桿為三段式的(進料-壓縮-計量/混合)。如果你留意了這篇報告開頭所提及的內(nèi)容�,就會發(fā)現(xiàn)使用排氣式螺桿也能達到良好的結(jié)果(見圖4)。
隨著屏障型螺桿的引入會導(dǎo)致一些新問題���。其中一個就是由于屏障型螺紋和流動的樹脂之間高壓的降低�����,會導(dǎo)致提前發(fā)泡的幾率增大�。當(dāng)使用較短的屏障分段,下降的壓力就會從螺桿高速旋轉(zhuǎn)中獲得補償���。
一般在發(fā)泡擠出中不需要使用細(xì)篩網(wǎng)和換網(wǎng)器����,因為泡沫的結(jié)構(gòu)��、雜質(zhì)��、黏膠或者添加劑通常不可見也不影響產(chǎn)品����。
如果使用了熔體過濾器,那么細(xì)篩網(wǎng)的使用是很重要的�����,這能防止篩網(wǎng)后的壓降��,否則會造成提前發(fā)泡��。
熔體泵的使用能讓壓縮過程有以下幾個優(yōu)點:
流量穩(wěn)定�����;
管道中壓力會上升��;
較少的密集材料會在管道里流動��。
在發(fā)泡擠出中��,在熔體進入熔體泵的位置放一個壓力表是非常重要的�����,這個壓力表的讀數(shù)可以用來控制螺桿速度��,以確保在擠出機末端有一個穩(wěn)定的熔體輸出���。
如果壓力設(shè)定過低��,可能會出現(xiàn)提前發(fā)泡����,因此增大壓力是很有必要的�。
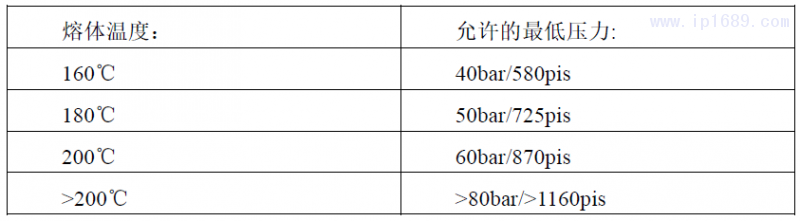
實驗表明,以下的壓力可以作為生產(chǎn)可用的發(fā)泡產(chǎn)品的最低標(biāo)準(zhǔn):
擠出工藝模具
槽模
槽模用于制作薄膜(通過冷卻輥堆積起來)�,或者像薄片的薄膜(堆積)。當(dāng)使用帶有節(jié)流桿的槽模時(節(jié)流桿是為了更好的分散熔體),桿不應(yīng)該閉合得太緊�����,否則在熔體經(jīng)過節(jié)流桿后會產(chǎn)生壓降����,從而導(dǎo)致提前發(fā)泡。
最好是能檢測熔體中的一個微小區(qū)域��,只要退出模具����,就會釋放出自由氣體。在這之后�����,能看到氣體的膨脹���,這被稱為“光暈”��。當(dāng)你看到一個光暈時,就能確定在模具和設(shè)備里沒有發(fā)生發(fā)泡和膨脹�。
在發(fā)泡熔體冷卻過程中通常會出現(xiàn)以下問題:
泡沫形成的時間不夠—模具和冷卻輥之間的距離太短;
泡沫結(jié)構(gòu)被破壞—各冷卻輥間的距離太短;
當(dāng)生產(chǎn)較薄的薄膜時�����,氣泡會被嚴(yán)重拉伸�,從而導(dǎo)致泡沫膜的密度會增大—退去速度過快。然而�,對于某些工藝,這種拉伸或者定向時必須的����,例如裝飾性緞帶和包裝帶。
當(dāng)調(diào)整槽模開口距離時�����,必須考慮重量的減少�。如果減少了30%重量,開口應(yīng)該比相同厚度的膜小30%(以補償發(fā)泡的補償)����。
型材模具、管狀噴嘴
與草木槽模的橫截面相比�,型材模具的截面一般不能改變或調(diào)整。在設(shè)計和加工模具時��,要考慮其是否能生產(chǎn)出需要的泡沫產(chǎn)品。一般情況下����,模具的成型段長度要較短,以保證直到模唇時都保持著高熔體壓力�,這也適用于泡沫吹膜成型。還需要注意的是����,模具的壓力特性可能會受到許多因素的影響,如樹脂種類���、樹脂粘度����、溫度���、期望降低的密度值�����、輸出速率和實際產(chǎn)品的截面���。
混合擠出成型
許多的混合擠出成型都用來制作泡沫的內(nèi)層�����、固體層、外層���。在這種情況下選擇合適的材料是非常重要的�����。對于外層���,建議使用“更軟”的材料;對于內(nèi)層����,建議使用更硬的材料。推薦這種結(jié)構(gòu)是因為�����,與同一樹脂的一般熔體相比���,發(fā)泡的熔體有更好的流動性(更低的表觀粘度)�����。如果層間的粘度不同����,會導(dǎo)致泡沫結(jié)構(gòu)的劣化或破壞。
實驗表明���,固體層可以使用比泡沫層熔點高2-3倍的樹脂����,可以形成良好的泡沫結(jié)構(gòu)��。(文章來源于網(wǎng)絡(luò))
























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





