澆口又稱進料口,是連接分流道與型腔之間的一段細短流道(除直接澆口外)����, 它是澆注系統(tǒng)的關(guān)鍵部分。其主要作用是:
①型腔充滿后���,熔體在澆口處首先凝結(jié)�,防止其倒流����。
②易于在澆口切除澆注系統(tǒng)的凝料。澆口截面積約為分流道截面積的0.03~0.09�。澆口長度約為0.5 mm~2 mm,澆口具體尺寸一般根據(jù)經(jīng)驗確定��,取其下限值����,然后在試模時,逐步糾正��。
當塑料熔體通過澆口時���,剪切速率增高���,同時熔體的內(nèi)摩擦加劇,使料流的溫度升高�����,粘度降低����,提高了流動性能,有利于充型�。但澆口尺寸過小會使壓力損失增大,凝料加快�,補縮困難,甚至形成噴射現(xiàn)象����,影響塑件質(zhì)量。
澆口的形式有以下幾種:
(1) 直澆口
直澆口又稱中心澆口���,這種澆口的流動阻力小���,進料速度快��,在單型腔模具中常用來成型大而深的塑件�����。它對各種塑料都適用���,特別是粘度高、流動性差的塑料��,如PC�����,PSF等���。
用直澆口成型淺而平的塑件時會產(chǎn)生彎曲和翹曲現(xiàn)象�����,同時去除澆口不便�,有明顯的澆口痕跡��,有時因澆口部位熱量集中��,型腔封口遲,內(nèi)應力大而成為產(chǎn)生裂紋的根源�,所以設(shè)計時,澆口應盡可能小些��。成型薄壁塑件時�,澆口根部的直徑最多等于塑件壁厚的2倍。
(2) 側(cè)澆口
側(cè)澆口又稱邊緣澆口�����,其斷面為矩形��,一般開在分型面上�,從塑件側(cè)面進料��,可按需要合理選擇澆口位置����,尤其適用于一模多腔。如圖10-12所示�����,一般取寬B=1.5 mm~5 mm��,厚h=0.5 mm~2 mm(也可取塑件的壁厚1/3~2/3),長L=0.7 mm~2 mm����。
(3) 點澆口
點澆口又稱針點式澆口,是一種尺寸很小的澆口��,如圖10-14所示�。塑料熔體通過它有很高的剪切速率。它廣泛地用于各類殼型塑件�。開模時,澆口可自行拉斷�����。
澆口與塑件連接處����,為防止點澆口拉斷時損壞塑件,可設(shè)計成具有小凸臺的形式
點澆口截面積小�,冷凝快,不利于補縮�,對壁厚較厚的塑件不宜使用。
(4) 潛伏式澆口
又稱剪切澆口��,是由點澆口演變而來����,點澆口用于三板模��,而潛伏式澆口用于二板模���,從而簡化了模具結(jié)構(gòu)。潛伏式澆口設(shè)置在塑件內(nèi)側(cè)或外側(cè)隱蔽部位�����,不影響塑件的外形美觀���。在推出塑件時澆口被切斷,但需要有較強的推力��,對強韌的塑料不宜采用����。(文章來源于網(wǎng)絡(luò))
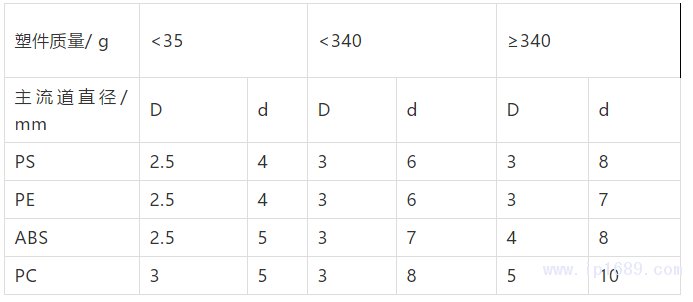
常見澆口尺寸的經(jīng)驗值
常用塑料的直澆口尺
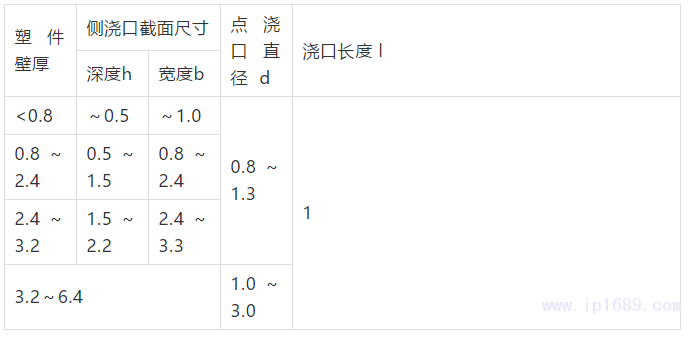
側(cè)澆口和點澆口尺寸的推薦
























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





