在整個(gè)注射過程中���,共分為三個(gè)階段�����,即填充-補(bǔ)縮-保壓����,此三個(gè)階段的控制不僅與產(chǎn)品質(zhì)量更與工藝是否穩(wěn)定密切�����,所以徹底貫通里面的訣竅是注塑技術(shù)人員的必修課�,今天先從填充開始���!
填充是指熔料從開始被注射至型腔的90-95%即接近充滿的過程�����,稱為填充階段��。也稱第一階段��。
一����、填充的定義:
二、填充速度與壓力的來源:
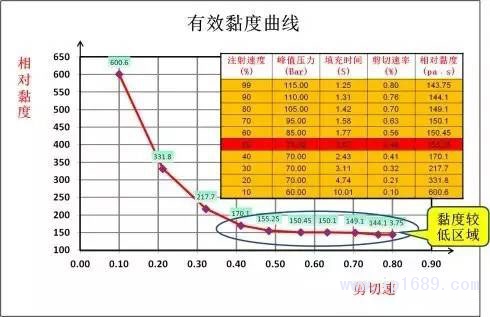
很多人勿認(rèn)為���,填充速度只是一個(gè)大概����,設(shè)定多少都可以�!但實(shí)際是否正確,如下表有效黏度曲線所示:將填充速度從10%逐漸遞增到99%時(shí)發(fā)現(xiàn)��,“注射速度越高���,所產(chǎn)生的剪切速率越高����,其相對(duì)黏度反而就越低”這其中說明一個(gè)什么問題呢����?
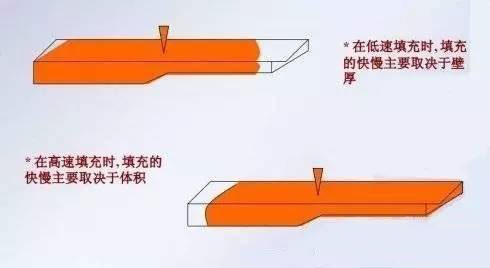
1、高速填充時(shí)兩液面之間的剪切率較高���,塑料由于剪切變稀的作用而存在黏度下降的情形���,使整體流動(dòng)阻力降低����,局部的粘滯加熱影響也會(huì)使固化層厚度變薄��。因此在流動(dòng)控制階段�,填充行為往往取決于待填充的體積大小。即在流動(dòng)控制階段�����,由于高速填充���,熔體的剪切變稀效果往往很大,而薄壁的冷卻作用并不明顯�����,于是速率的效用占了上風(fēng)���。
2�、低速填充�����。熱傳導(dǎo)控制低速填充時(shí),剪切率較低�����,局部粘度較高��,流動(dòng)阻力較大���。由于熱塑料補(bǔ)充速率較慢���,流動(dòng)較為緩慢,使熱傳導(dǎo)效應(yīng)較為明顯����,熱量迅速為冷模壁帶走。加上較少量的粘滯加熱現(xiàn)象��,固化層厚度較厚�����,又進(jìn)一步增加壁厚較薄處的流動(dòng)阻力���。
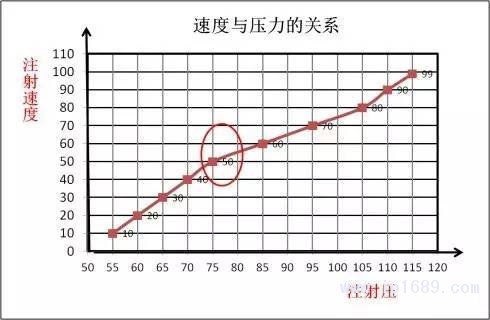
三�����、填充速度與壓力設(shè)定:
根據(jù)有效黏度測試結(jié)果�,為確保填充速度受黏度的影響小,應(yīng)選擇在黏度較低區(qū)域��,如速度50%��,所對(duì)應(yīng)的壓力應(yīng)不低于75Bar�����。(文章來源于網(wǎng)絡(luò))
























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





