目前主流的手機(jī)非金屬背蓋材質(zhì)為玻璃、復(fù)合板及陶瓷��,2018年復(fù)合板作為仿玻璃手機(jī)背蓋方案,得益于其相對(duì)玻璃的高性價(jià)比(18-30元/PCS)�、豐富靈活的可定制化外觀、工藝流程較為簡(jiǎn)單�����,爬坡上量快等優(yōu)點(diǎn),被多款終端機(jī)型采納�,如OPPO A3�、vivo Z1、OPPO realme1、聯(lián)想K5 PLAY等�����,通達(dá)、匯誠(chéng)、威博、阿特斯、仲辰等企業(yè)都在復(fù)合板背蓋上受益匪淺��。
復(fù)合板之后�,注塑透明PC背蓋作為一種更低成本�、高效的制品形態(tài),具備更好的沖擊強(qiáng)度及耐用性,正引起越來越多傳統(tǒng)塑膠廠的關(guān)注,有望成為2019年主流的手機(jī)背蓋方案��。經(jīng)了解����,比亞迪、東方亮彩、勁勝���、聯(lián)懋、鑫旺達(dá)、通達(dá)�、惠科等多個(gè)廠家正在加速布局注塑透明PC手機(jī)背蓋����。三菱化學(xué)、Sabic等原材料廠家也在驗(yàn)證PC注塑手機(jī)背蓋專用料�����,可以滿足高硬度��、低應(yīng)力無彩虹紋等要求���。目前業(yè)界正在開發(fā)驗(yàn)證的普通注塑PC手機(jī)背蓋,厚度一般在0.8mm至1.0mm��,相比主流的玻璃后蓋(0.50mm/0.55mm)要厚很多,注塑透明PC背蓋的厚度需盡量往0.5mm至0.6mm靠攏�����,否者將限制其在輕薄機(jī)型上的應(yīng)用�。
注塑壓縮成型作為注塑成型的高級(jí)形態(tài)�,更為適應(yīng)薄壁透明光學(xué)制品的成型,在光學(xué)透鏡���、超薄導(dǎo)光板�����、薄型汽車裝飾板等制品上廣泛應(yīng)用����。注塑壓縮成型PC背蓋能在厚度上達(dá)成對(duì)標(biāo)玻璃��,而不需增加整機(jī)厚度或外觀做妥協(xié)犧牲�����,正在被越來越多的廠家導(dǎo)入開發(fā)�。
圖 注塑壓縮手機(jī)背蓋(來源碧昇)
一、注塑透明PC手機(jī)背蓋的裝飾工藝
目前注塑壓縮PC手機(jī)背蓋有以下幾種外觀裝飾工藝路線:
1)注塑壓縮+IMR�,適合平面或2.5D手機(jī)背蓋,缺點(diǎn)是IMR膜材開發(fā)周期長(zhǎng),圖案定制自由度小��。IMR裝飾膜的UV層只有幾個(gè)微米���,長(zhǎng)期使用存在UV層被破壞導(dǎo)致圖案磨損問題�����。
2)注塑壓縮+IML�����,適合3D手機(jī)背蓋,缺點(diǎn)是IML膜層存在剝離脫落風(fēng)險(xiǎn)�,背蓋最外層是PET或PCIML片材����,外觀視覺通透性不夠,高檔感不足。
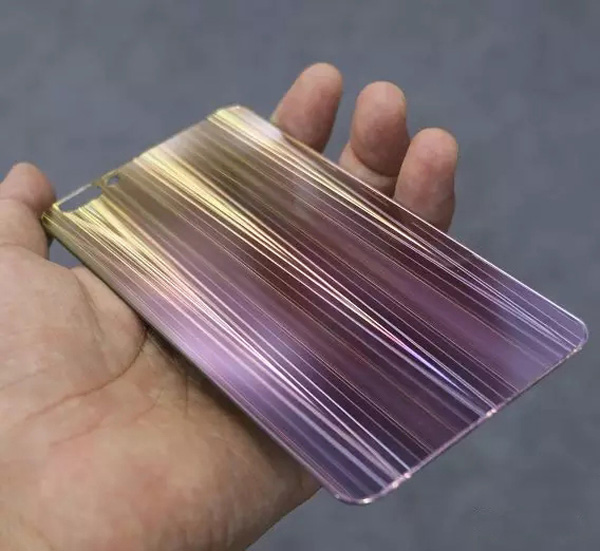
3)注塑壓縮+硬化+貼膜���,缺點(diǎn)在于增加了硬化工序����,良率下降,成本提升����。然而在突破了加硬及CNC技術(shù)瓶頸后,其表面硬度可做到媲美玻璃�����,且可以復(fù)用玻璃/復(fù)合板的后段貼膜裝飾工藝����,產(chǎn)業(yè)鏈完備,滿足終端外觀要求難度小��。小編認(rèn)為目前這是可行性最高的解決方案����。
圖 復(fù)合板貼膜外觀效果(攝于捷榮),注塑壓縮PC背蓋可以復(fù)用此項(xiàng)工藝圖 PVD裝飾
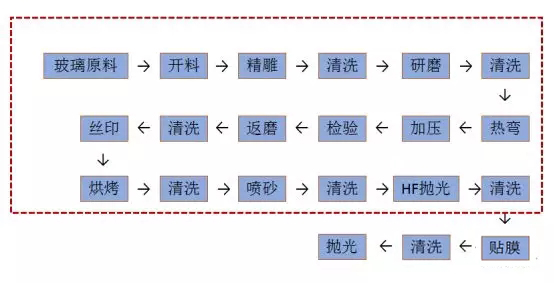
目前主流的3D玻璃加工工序如下:
圖 主流3D玻璃加工工序
注塑PC背蓋可以省掉紅色虛線框中的工序�����,制程極大簡(jiǎn)化����,成本大幅下降���。
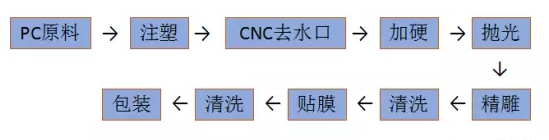
圖 注塑PC背蓋工序
二、注塑壓縮技術(shù)介紹
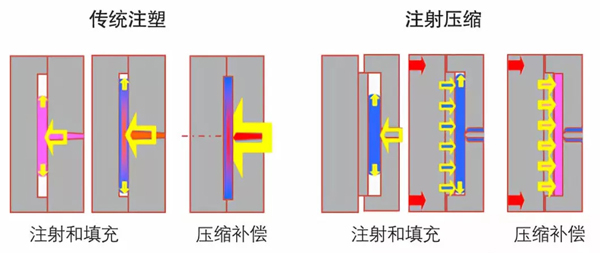
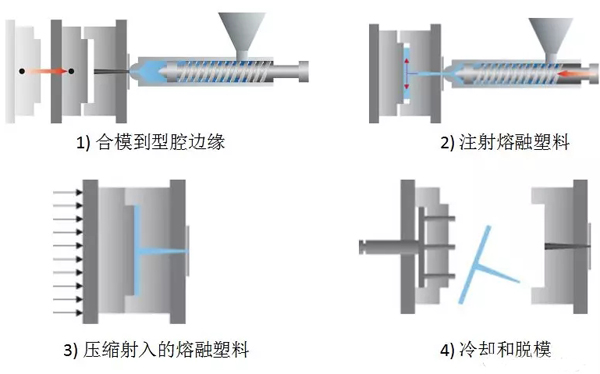
注射壓縮成型是傳統(tǒng)注塑成型的高級(jí)形式�����,結(jié)合了射出成型和壓縮成型兩種技術(shù)�����。在射膠填充階段�����,模具型腔未完全閉合���,此時(shí)型腔厚度尺寸比制品設(shè)定的厚度大,熔膠得以在低壓狀態(tài)注入模腔���,此后鎖模機(jī)構(gòu)運(yùn)轉(zhuǎn)�����,動(dòng)模模腔閉合到制品設(shè)定厚度�����,動(dòng)模型腔整體推動(dòng)熔體填充整個(gè)模腔并完成保壓動(dòng)作����。模腔中建立的壓力均勻分布于產(chǎn)品表面的兩個(gè)方向,極大提高產(chǎn)品表面細(xì)微部精度�,尺寸穩(wěn)定性以及生產(chǎn)工藝重復(fù)性。因注塑壓縮制品取向較小����,內(nèi)應(yīng)力低,特別適合于厚度小透明度要求高的制品�。傳統(tǒng)注塑與注射壓縮成型的區(qū)別,如下圖所示:
圖 傳統(tǒng)注塑與注塑壓縮工藝(來源網(wǎng)絡(luò))
圖 注塑壓塑工藝流程(來源網(wǎng)絡(luò))
傳統(tǒng)注塑在成型大面積薄壁制品(如光學(xué)鏡片��、異形導(dǎo)光條��、裝飾條等)時(shí)往往力不從心�,導(dǎo)致的結(jié)果往往是設(shè)計(jì)師的妥協(xié):增加產(chǎn)品厚度,降低產(chǎn)品顏值以滿足普通生產(chǎn)��。這樣的結(jié)果是普通注塑的不足之處導(dǎo)致的:
1)普通注塑成型薄壁制品時(shí)����,必然提高注塑壓力來達(dá)到塑膠流程要求���,否者填充不滿型腔(短射)。高的注塑壓力��,導(dǎo)致產(chǎn)品內(nèi)應(yīng)力大��,制品翹曲尺寸超差或靜置后應(yīng)力開裂變形�����,不能滿足制品的組裝尺寸精度要求或耐久使用性����。
2)如上圖所示,普通注塑的熔膠從狹小的流道系統(tǒng)填充型腔���,澆口附近注塑壓力大,容易在澆口附近產(chǎn)生外觀缺陷(尤其是透明PC料)���,不能滿足光學(xué)性能及外觀件制品的要求����。
3)透明PC手機(jī)背蓋��,普通注塑制品表面很大幾率出現(xiàn)彩虹紋,不能滿足外觀要求����。而采用不產(chǎn)生彩虹紋原料,又將面對(duì)成本劇增的難題���。
4)普通注塑的保壓模式存在缺陷����,遠(yuǎn)離澆口部分的熔膠表面最早凝固�����,得不到充分保壓���,難以復(fù)制模具精細(xì)的外觀效果����,導(dǎo)致薄壁制品遠(yuǎn)離澆口位置外觀并不完美�。
三、注射壓縮成型的優(yōu)缺點(diǎn)
注塑壓縮成型融合了普通注塑及壓合成型的優(yōu)勢(shì)�����,并在專有機(jī)臺(tái)上實(shí)現(xiàn)自動(dòng)化、高精度重復(fù)性生產(chǎn)����,在薄壁透明PC手機(jī)背蓋成型上具有優(yōu)勢(shì),其優(yōu)缺點(diǎn)如下:
優(yōu)點(diǎn):
1)需要更小的注塑壓力��,降低產(chǎn)品外觀缺陷;
2)由于融體中僅有微小的剪切應(yīng)力��,產(chǎn)品內(nèi)應(yīng)力很小���,保壓壓力更均勻��,提高產(chǎn)品的表面質(zhì)量����,降低彩虹紋;
3)增加產(chǎn)品密度�,同時(shí)內(nèi)應(yīng)力降低,產(chǎn)品的耐化學(xué)性能更強(qiáng)����,可以使用更高等級(jí)的加硬液����,把產(chǎn)品的硬度做的更高;
4)需要更小的鎖模力���,小機(jī)臺(tái)有機(jī)會(huì)實(shí)現(xiàn)多模穴生產(chǎn),提高效率;
5)可以用標(biāo)機(jī)改制����,減少設(shè)備投資;
缺點(diǎn):
1)相對(duì)傳統(tǒng)注塑成型工藝,注射成型過程較為復(fù)雜��,相同鎖模力噸位下�,設(shè)備成本較高;
2)注射壓縮模具較為復(fù)雜,技術(shù)要求高;(文章來源于網(wǎng)絡(luò))

















 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...













