趙永剛
(鄭州電力職業(yè)技術(shù)學(xué)院�,鄭州 451450 )
摘要: 目的針對(duì)傳統(tǒng)建模方法在預(yù)測(cè)的翹曲變形位置與實(shí)際偏差較大的問(wèn)題,開(kāi)展基于Moldflow的注塑成型制品翹曲變形優(yōu)化建模分析研究�。方法通過(guò)數(shù)據(jù)模擬分析預(yù)處理、澆注體系模型構(gòu)建��、基于Moldflow的注塑成型制品翹曲變形過(guò)程模擬等手段�����,實(shí)現(xiàn)對(duì)注塑成型制品曲面參數(shù)優(yōu)化�。結(jié)果通過(guò)對(duì)比實(shí)驗(yàn)證明,新的建模方法與傳統(tǒng)建模方法相比預(yù)測(cè)翹曲變形位置偏差更小����,預(yù)測(cè)結(jié)果更準(zhǔn)確。結(jié)論在實(shí)際應(yīng)用中�,該建模方法能夠輔助塑件加工廠提升注塑成型制品生產(chǎn)質(zhì)量�����。
關(guān)鍵詞: Moldflow�����;注塑��;成型��;制品����;翹曲變形
在計(jì)算機(jī)輔助工程分析中��,最具代表性的軟件是Moldflow軟件����,在對(duì)成型模具進(jìn)行實(shí)際加工操作之前,通過(guò)利用Moldflow軟件對(duì)模具的三維模型進(jìn)行虛擬注塑�����,以此完成對(duì)整個(gè)注塑過(guò)程的模擬分析���,得出在不同情況下制品的材料分布趨勢(shì)��、翹曲變形等條件[1]���。利用Moldflow軟件進(jìn)行分析后,能夠讓設(shè)計(jì)者在第一時(shí)間找出模具及后續(xù)制品在制作過(guò)程中可能出現(xiàn)的問(wèn)題����,從而及時(shí)對(duì)模具進(jìn)行更改。這一過(guò)程不僅能夠有效提高制品加工和生產(chǎn)的效率�����,同時(shí)也能夠有效降低制品加工和生產(chǎn)的成本���,減少原材料的損耗[2]�。
注塑成型是塑料材料制品成型和加工中一項(xiàng)十分重要的環(huán)節(jié)�,當(dāng)前除少數(shù)幾種材料特殊的塑件以外,幾乎所有塑件的生產(chǎn)和加工都是通過(guò)注塑成型完成�。在塑件加工廠中,注塑成型技術(shù)的應(yīng)用能夠一次性完成對(duì)各類(lèi)復(fù)雜結(jié)構(gòu)�、精密尺寸以及帶金屬嵌件制品的制作,同時(shí)其后期還具備修整次數(shù)少��、成型周期短等優(yōu)勢(shì)[3]。在注塑成型過(guò)程中���,由于不同材料本身具有一定的特殊性���,加之復(fù)雜的加工條件和工藝流程,材料參數(shù)和邊界條件的復(fù)雜性都使當(dāng)前注塑成型制品極易出現(xiàn)翹曲變形的問(wèn)題��。
為進(jìn)一步提高注塑成型制品的加工質(zhì)量�����,文中開(kāi)展基于Moldflow的注塑成型制品翹曲變形優(yōu)化建模分析���。
1 注塑成型制品翹曲變形優(yōu)化建模
1.1 數(shù)據(jù)模擬分析與處理
在對(duì)數(shù)據(jù)模擬分析與處理前�����,首先建立注塑成型制品的三維造型模型�。在三維造型軟件UG5.0.1環(huán)境下��,結(jié)合注塑成型的特征以及操作要求進(jìn)行建模�。根據(jù)不同特征可采用旋轉(zhuǎn)成型或逐層拉伸的造型方法[5],后續(xù)在利用Moldflow軟件對(duì)三維模型進(jìn)行網(wǎng)格劃分的過(guò)程中,若模型中存在較小的特征結(jié)構(gòu)�,則會(huì)出現(xiàn)網(wǎng)格劃分異常的現(xiàn)象�����,嚴(yán)重影響后續(xù)優(yōu)化的效果�����。因此�,在進(jìn)行對(duì)注塑成型制品的三維造型時(shí),為了能夠避免這一現(xiàn)象的產(chǎn)生���,文中需要對(duì)較小的特征結(jié)構(gòu)進(jìn)行倒圓處理��。
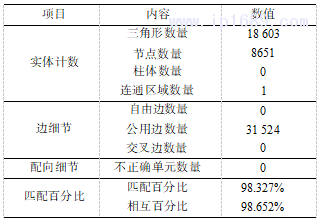
以上述模型為基礎(chǔ)��,針對(duì)注塑成型制品的外形特征和結(jié)構(gòu)尺寸進(jìn)行分析����,并完成對(duì)所有數(shù)據(jù)模擬分析的預(yù)處理[4]��。對(duì)三維造型的網(wǎng)格結(jié)構(gòu)進(jìn)行劃分���,將通過(guò)上述2種造型方式得到的三維模型轉(zhuǎn)換為stl格式文件���,并將其導(dǎo)入到Moldflow軟件中����,完成網(wǎng)格劃分���。通常情況���,網(wǎng)格的大小取值為1.25~1.55mm時(shí),能夠得到最優(yōu)網(wǎng)格匹配率[6]�����。與此同時(shí)根據(jù)成型的實(shí)際情況�����,在對(duì)網(wǎng)格進(jìn)行劃分時(shí)�,其目標(biāo)邊長(zhǎng)一般為塑件壁厚度的1.5~3倍。為方便論述�����,文中以壁厚為1mm的塑件為例,在對(duì)該塑件進(jìn)行網(wǎng)格劃分時(shí)����,可將網(wǎng)格目標(biāo)邊長(zhǎng)設(shè)定為2.5mm。在完成劃分后��,還需要對(duì)水平方向和垂直方向比例較大的網(wǎng)格進(jìn)行修訂�。根據(jù)上述論述�,得出的網(wǎng)格結(jié)構(gòu)對(duì)應(yīng)參數(shù)如表1所示。
表 1 網(wǎng)格結(jié)構(gòu)對(duì)應(yīng)參數(shù)
一般情況下��,需要在完成劃分的網(wǎng)格匹配率達(dá)到85%及以上時(shí)�����,Moldflow軟件才能夠得到更加可信的分析結(jié)果����。
1.2 構(gòu)建澆注體系模型
構(gòu)建的澆注體系是否合理關(guān)系到最終注塑成型制品的性能、尺寸����、外觀等因素[7]。同時(shí)建筑體系模型構(gòu)建的合理性��,關(guān)系到Moldflow軟件最終得出的分析結(jié)果。
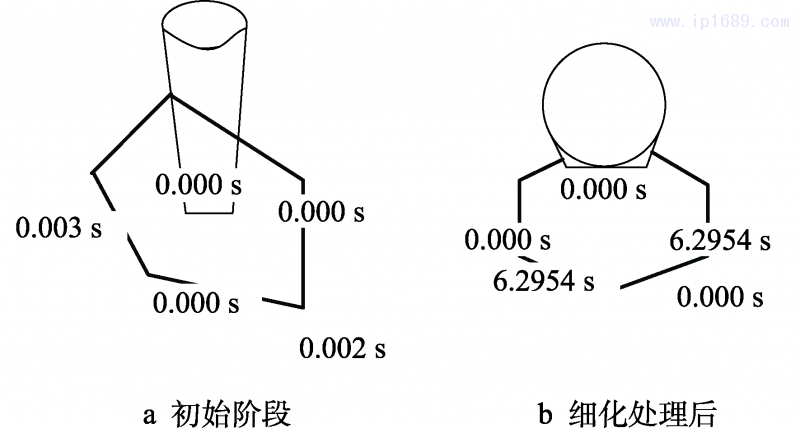
圖1a和1b分別為初始階段和經(jīng)過(guò)細(xì)化處理后的三維網(wǎng)格模擬澆注體系澆口�,可知,三維流動(dòng)模擬的過(guò)程中����,在網(wǎng)格結(jié)構(gòu)模型中選擇注塑成型其中一個(gè)澆口時(shí),在翹曲變形分析過(guò)程中����,初始階段給出的默認(rèn)澆口大小包含在其各個(gè)點(diǎn)周?chē)⑶液w了所有鄰近的網(wǎng)格區(qū)域[8]��。
圖 1 三維網(wǎng)格模擬澆注體系澆口位置時(shí)間信息
考慮到初始階段得出的結(jié)果與實(shí)際模具設(shè)計(jì)階段的澆口大小不符��,因此��,需要對(duì)初始階段澆口模型及相應(yīng)的網(wǎng)格結(jié)構(gòu)進(jìn)行細(xì)化處理��。利用Moldflow軟件提供的局部細(xì)化功能�,將澆口網(wǎng)格結(jié)構(gòu)中最大對(duì)角長(zhǎng)度控制在1.5mm左右,以此構(gòu)建新的澆注體系��,從而得到更加準(zhǔn)確的模擬結(jié)果[9-10]��。由于模具中各個(gè)塑件的型腔均相同����,因此在Moldflow軟件模擬分析過(guò)程中�����,需要盡可能地減少網(wǎng)格計(jì)算量�����,并去除對(duì)稱(chēng)型腔,僅將其中一個(gè)型腔作為Moldflow軟件模擬分析的依據(jù)���。
1.3 基于Moldflow的注塑成型制品翹曲變形過(guò)程模擬
注塑成型制品出現(xiàn)翹曲變形的主要原因是塑件的幾何形狀與注塑成型模具的設(shè)計(jì)存在不合理或工藝參數(shù)設(shè)置有誤等問(wèn)題[11]�����。因此�,文中結(jié)合Moldflow軟件在對(duì)注塑成型制品翹曲變形過(guò)程模擬時(shí)�,首先明確制品出現(xiàn)翹曲變形與塑件本身收縮不均勻有著密切的聯(lián)系[12]。原材料在流動(dòng)方向的收縮率與垂直方向上的收縮率相差較大�����,是導(dǎo)致注塑成型制品出現(xiàn)翹曲變形的主要原因[13]�����。除此之外,影響注塑成型制品翹曲變形還包括澆注位置不當(dāng)�、冷卻系統(tǒng)設(shè)計(jì)不合理、注塑保壓參數(shù)錯(cuò)誤��、澆注流速等原因��。
根據(jù)上述分析�����,得出制品在發(fā)生翹曲變形過(guò)程中應(yīng)力和應(yīng)變的關(guān)系如式(1)所示:
{σ} = [D](ε - a)∇T - {σi } (1)
式中:{σ}為注塑成型制品翹曲變形應(yīng)力大小( MPa )�����;[D]為翹曲變形過(guò)程中的彈性模量(MPa )���; ε為彈性應(yīng)力大小(MPa )��;a為注塑成型制品材料熱傳導(dǎo)系數(shù)(W/(m2·℃))�;∇T為溫度差值(℃)�����;{σi} 為由剪切流動(dòng)引起的初始應(yīng)力大小(MPa )。根據(jù)式(1)�����,結(jié)合節(jié)點(diǎn)自由度的有限元分析方法��,對(duì)已知注塑成型制品的上表面和下表面的溫度以及加工過(guò)程中周?chē)h(huán)境等參數(shù)的變化情況進(jìn)行分析[14]�����。
1.4 注塑成型制品曲面參數(shù)優(yōu)化
根據(jù)上述論述內(nèi)容��,完成對(duì)注塑成型制品翹曲變形的模擬���,文中針對(duì)影響注塑成型制品翹曲變形的模具澆口、冷卻系統(tǒng)進(jìn)行調(diào)整���,實(shí)現(xiàn)對(duì)其參數(shù)的優(yōu)化��。
首先���,針對(duì)模具澆口參數(shù)進(jìn)行調(diào)整。當(dāng)熔體從主流道進(jìn)入�,并經(jīng)過(guò)分流道進(jìn)入到澆口時(shí)�,其澆口的截面面積會(huì)突然縮小����,為了防止在這一過(guò)程中出現(xiàn)翹曲變形的問(wèn)題,需要通過(guò)提升剪切速度����、降低粘度的方式,確保熔體在澆口位置上能夠得到最理想的狀態(tài)[15]���。澆口的寬度尺寸計(jì)算公式如式(2)所示:
b = (2)
式中:b為澆口寬度尺寸�;A 為注塑成型制品外側(cè)表面積����。
h = 0.3δ (3)
式中:h為澆口厚度大小���;δ為澆口位置上注塑成型制品壁厚度��。
d = 0.06 (4)
式中:d為澆口位置橫截面直徑��。根據(jù)上述公式設(shè)定澆口參數(shù)���,以此確保注塑成型制品在不出現(xiàn)翹曲變形的基礎(chǔ)上完成澆注��。
澆注完成后基于Moldflow的注塑成型制品翹曲變形過(guò)程模擬結(jié)果�����,對(duì)冷卻系統(tǒng)進(jìn)行優(yōu)化�。對(duì)于粘度低��、流動(dòng)性良好的塑料品種而言�,其注塑成型工藝的模具溫度要求相對(duì)較低,可通過(guò)溫水或冷水的方式對(duì)模具進(jìn)行冷卻���。但針對(duì)粘度高����、流動(dòng)性較差的塑料品種����,若仍然采用上述冷卻系統(tǒng)��,則會(huì)造成制品翹曲變形問(wèn)題����。因此�����,針對(duì)這一類(lèi)型塑料品種�����,其溫度需要控制在155~200℃���,以達(dá)到模具的加熱條件。在冷卻時(shí)�,采用ABS作為輔助材料,對(duì)其進(jìn)行25℃水冷卻處理���,以此確保在冷卻階段注塑成型制品不會(huì)出現(xiàn)翹曲變形現(xiàn)象���。
2 實(shí)驗(yàn)論證分析
2.1 實(shí)驗(yàn)準(zhǔn)備
以塑件加工廠中尺寸為55mm×45mm×15mm的塑件制品為例,針對(duì)上述通過(guò)理論論述的方法設(shè)計(jì)出的基于Moldflow的注塑成型制品翹曲變形優(yōu)化建模��,對(duì)其在實(shí)際應(yīng)用中的性能進(jìn)行研究���。為確保實(shí)驗(yàn)具有可對(duì)比性����,文中選擇將文獻(xiàn)[4]基于CAE與正交實(shí)驗(yàn)的建模方法作為實(shí)驗(yàn)對(duì)照組,將文中建模方法作為實(shí)驗(yàn)組�,開(kāi)展如下對(duì)比實(shí)驗(yàn)。
2.2 制作塑件制品
實(shí)驗(yàn)中塑件制品的制作要求包括:表面平滑���、不允許出現(xiàn)明顯擦傷�、缺口等外部缺陷�����,不允許出現(xiàn)嚴(yán)重的翹曲變形現(xiàn)象���。該塑件制品的最小厚度為1.2mm��,最大厚度為2.8mm����。為保證最終得出的實(shí)驗(yàn)結(jié)果具有客觀性�����,在使用2種建模方法時(shí)��,其注塑成型工藝的參數(shù)均設(shè)置為默認(rèn)值���,塑件制品注塑成型工藝參數(shù)如下:①模具表面溫度變化范圍為55~75℃�����;②溶體溫度范圍為120~220℃���;③頂出時(shí)溫度為90℃;④最大剪切應(yīng)力為0.45MPa����;⑤最大剪切速率為45000s−1;⑥最大注射壓力為155MPa�;⑦最大鎖模力為5710.26N。
2.3 實(shí)驗(yàn)數(shù)據(jù)采集
根據(jù)上述塑件制品注塑成型工藝參數(shù)設(shè)定�,將其分別引入到2種建模方法中,對(duì)變形參數(shù)每隔10min采樣1次���,注塑成型制品翹曲變形參數(shù)分布如下���。
注塑成型制品測(cè)點(diǎn)區(qū):0→0.45σcon(初應(yīng)力變形荷載)→σcon應(yīng)變荷12min→優(yōu)化。注塑成型制品的受拉區(qū):0→0.34σcon (載荷力)→1.34σcon(結(jié)構(gòu)損傷)→持續(xù)載荷30min→σcon優(yōu)化���,其中σcon表示注塑成品應(yīng)力���。根據(jù)上述過(guò)程�����,完成對(duì)5個(gè)該塑件制品的注塑成型模擬���,得到2組不同的建模結(jié)果。文中將2種建模方法得出的預(yù)測(cè)注塑成型制品翹曲變形位置的精準(zhǔn)度作為實(shí)驗(yàn)評(píng)價(jià)指標(biāo)�,為方便驗(yàn)證,文中將實(shí)驗(yàn)組和對(duì)照組2種建模方法下預(yù)測(cè)得出的具體翹曲變形位置進(jìn)行記錄�,并將其與完成注塑成型后制品的實(shí)際翹曲變形位置進(jìn)行對(duì)比。
2.4 結(jié)果與分析
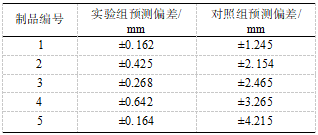
根據(jù)上述實(shí)驗(yàn)完成對(duì)比實(shí)驗(yàn)��,將得出的實(shí)驗(yàn)結(jié)果記錄如表2所示���。
表 2 實(shí)驗(yàn)組與對(duì)照組實(shí)驗(yàn)結(jié)果對(duì)比表
從表2中2組建模方法的實(shí)驗(yàn)結(jié)果可知����,實(shí)驗(yàn)組建模后預(yù)測(cè)出的翹曲變形位置與實(shí)際位置之間偏差均低于±0.642mm�����,而對(duì)照組建模后預(yù)測(cè)出的翹曲變形位置與實(shí)際位置之間偏差均高于1.245mm,由此可知文中方法的翹曲變形偏差較小��,能夠更加準(zhǔn)確地預(yù)測(cè)出在后續(xù)注塑成型階段�����,制品存在的翹曲變形位置����。同時(shí)��,通過(guò)文中建模方法能夠?qū)唧w影響該位置出現(xiàn)翹曲變形的原因給出明確的結(jié)果�,通過(guò)對(duì)影響其發(fā)生翹曲變形的參數(shù)進(jìn)行優(yōu)化,能夠使最終加工生產(chǎn)得到的塑件制品質(zhì)量達(dá)到標(biāo)準(zhǔn)規(guī)定要求����,提高塑件加工廠的生產(chǎn)效率。
3 結(jié)語(yǔ)
在注塑成型制品中���,是否出現(xiàn)翹曲變形現(xiàn)象是判斷產(chǎn)品質(zhì)量的重要指標(biāo)���,當(dāng)前塑料制品的精細(xì)化和功能化程度不斷提升,加之部分零件變形能力低等因素的影響��,使當(dāng)前注塑成型制品的生產(chǎn)質(zhì)量受到嚴(yán)重影響。針對(duì)這一問(wèn)題��,提出了一種對(duì)注塑成型制品翹曲變形的建模方法����,并結(jié)合Moldflow軟件實(shí)現(xiàn)變形預(yù)測(cè)。在后續(xù)研究中�,還將針對(duì)這一方法在實(shí)際應(yīng)用中的廣泛性進(jìn)行優(yōu)化,從而使文中方法能夠應(yīng)用于對(duì)更多不同材質(zhì)產(chǎn)品的變形預(yù)測(cè)中��。
參考文獻(xiàn):
[1] 譚安平, 劉克威. 基于Moldflow的PC/ABS汽車(chē)后視鏡翹曲變形優(yōu)化分析[J]. 合成樹(shù)脂及塑料, 2020, 37(1): 67-72.
[2] 王尚英, 秦宇志, 周川. 基于MoldFlow的汽車(chē)導(dǎo)風(fēng)板注射模優(yōu)化設(shè)計(jì)[J]. 模具制造 , 2021, 21(1): 50-54.
[3] 阮婷, 汪偉東. Moldflow在汽車(chē)擋風(fēng)網(wǎng)基座注塑成型過(guò)程中的應(yīng)用[J]. 內(nèi)燃機(jī)與配件 , 2021(1): 85-86.
[4] 陳艷艷, 劉兵. 基于CAE與正交實(shí)驗(yàn)的汽車(chē)玻璃升降器鋼絲繩支架注塑工藝參數(shù)優(yōu)化 [J]. 機(jī)械工程師 , 2021(2): 131- 133.
[5] 劉鋒 , 孟海濤, 龐建軍, 等. 基于RE-RP/Moldflow/UGNX技術(shù)的注塑模具快速設(shè)計(jì)[J]. 塑料工業(yè) , 2020(12): 105- 109.
[6] 黃小娣. 基于Moldflow的數(shù)控機(jī)床接觸式滾輪傳感器的注塑模具設(shè)計(jì)與優(yōu)化分析[J]. 塑料科技, 2021, 49(2): 74-77.
[7] 陳顯冰, 黃震東. 基于Moldflow技術(shù)的監(jiān)控器底座注塑模具設(shè)計(jì)[J]. 工程塑料應(yīng)用, 2019, 47(11): 94-98.
[8] 王金榮, 王權(quán), 趙笑梅. 基于Moldflow的洗衣機(jī)波輪蓋翹曲分析與優(yōu)化[J]. 塑料工業(yè) , 2020, 48(5): 72-75.
[9] 張栩梓, 康順成. 基于Moldflow的商用車(chē)高架箱上本體澆口位置優(yōu)化設(shè)計(jì)[J]. 裝備制造技術(shù), 2020(5): 106- 110.
[10] 趙戰(zhàn)鋒. 基于Moldflow的新能源汽車(chē)手柄氣輔成型工藝優(yōu)化[J]. 塑料, 2020, 49(4): 73-77.
[11] 譚安平, 尹小燕, 劉克威. 基于Moldflow的雙色成型數(shù)值分析及正交法優(yōu)化 [J]. 合成樹(shù)脂及塑料, 2020, 37(4): 38-42.
[12] 鄢天燦, 梅益, 羅寧康, 等. 基于Moldflow和BP神經(jīng)網(wǎng)絡(luò)的MP3088連接器殼體注塑工藝優(yōu)化[J]. 塑料工業(yè) , 2020, 48(9): 56-60.
[13] 朱俊杰, 陸展科, 張?chǎng)纬? 基于Moldflow的LED平板燈后殼成型分析及應(yīng)用[J]. 日用電器, 2020(4): 64-70.
[14] SPOERK M, SAVANDAIAH C, ARBEITER F, et al. Optimization of Mechanical Properties of Glass- Spheres-Filled Polypropylene Composites for Extru- sion-based Additive Manufacturing[J]. Polymer Com- posites, 2019, 40(2): 638-651.
[15] LUGHOFER E, ZAVOIANU A C, POLLAK R, et al. Autonomous Supervision and Optimization of Product Quality in a Multi-Stage Manufacturing Process based on Self-Adaptive Prediction Models[J]. Journal of Process Control, 2019, 76: 27-45.
















 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車(chē)功能鍵觸摸蓋I...
汽車(chē)功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...













