汕頭市達(dá)誠環(huán)保精機科技有限公司
萬松洲 楊偉光
摘要:本文介紹了高阻隔硬質(zhì)包裝EVOH樹脂的性能特點和應(yīng)用情況��。重點介紹了EVOH復(fù)合材料的加工工藝和加工設(shè)備���,以及EVOH多層共擠片材設(shè)備智能化改進內(nèi)容及未來的發(fā)展方向����。
關(guān)鍵詞:EVOH�����;高阻隔���;復(fù)合材料��;加工裝備��;智能制造��。
引言
塑料包裝片材常用于生產(chǎn)一次性塑料杯��、盤�、碗、碟��、盒等熱成型制品�����,廣泛應(yīng)用于食品��、疏菜�、水果�、飲料、乳品�、工業(yè)零件等領(lǐng)域的包裝。它具有柔軟性�����、透明性好, 易制成各種形狀的流行款式,它與玻璃相比不易破碎����,重量輕,運輸方便等優(yōu)點��,但包裝行業(yè)通常要求塑料包裝片材兼?zhèn)錂C械強度��、耐熱性�����、耐寒性��、對氣體和水蒸氣的阻隔性�����、光澤透明性���、熱封性��、印刷性及無毒性等性能����。單層塑料片材顯然不能滿足所有這些性能,如對氧敏感商品包裝阻隔性不及金屬和玻璃容器�,因此,需要生產(chǎn)多層復(fù)合片材��,不同塑料原料的各種性能體現(xiàn)在制品上����,集中體現(xiàn)多種樹脂的優(yōu)點,使制品的性能進一步滿足各種包裝物使用要求�。
01 EVOH包裝應(yīng)用市場狀況
在冷鏈?zhǔn)称钒b領(lǐng)域,以往人們選用金屬或玻璃材料作為食品包裝�,從而有效隔離內(nèi)外各種氣體成分的滲透,以保證內(nèi)容物的質(zhì)量和商品價值���。因為引起食品變質(zhì)有以下三大因素:生物因素(生物酶反應(yīng)等)�、化學(xué)因素(主要是食品成分的氧化)及物理因素(吸濕��、干燥等)���。這些因素是在氧氣��、光線��、溫度��、水分等環(huán)境條件下發(fā)揮作用���,從而引起食品變質(zhì)。防止食品的變質(zhì)���,主要是抑制食品中的微生物增殖�,防止氧氣對食品成分的氧化����,以及阻濕和保持食品的原有風(fēng)味。[1]
乙烯-乙烯醇共聚物簡稱EVOH��,與聚偏二氯乙烯(PVDC)和聚酰胺(PA)并稱為世界三大阻隔樹脂[2]����。EVOH能極大地抑制空氣中氧氣侵入食品,從而抑制因微生物增殖產(chǎn)生毒素等有害物質(zhì)�����,還能防止氧化引起成分改變,同時保香并防止外界異味污染�����。而且�����,通過其他聚烯烴層可以彌補其阻濕性的不足����。所以,EVOH多層包裝材料能有效地防止食品變質(zhì)從而延長保質(zhì)期����。另外,它容易加工成型���,環(huán)保性能好���。由于EVOH樹脂優(yōu)良的阻氣性、透明性�����、加工性、耐溶劑性����,其應(yīng)用領(lǐng)域越來越廣���,需求量也迅速增長�,前途廣大��,越來越受到產(chǎn)業(yè)界的關(guān)注���。
02 高阻隔EVOH樹脂
1)材料性能
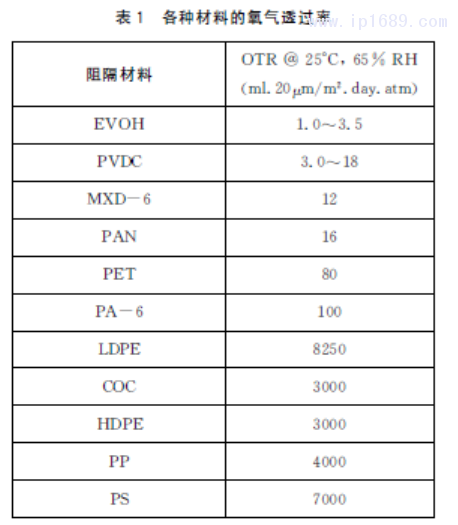
EVOH的阻隔性能高分子材料的阻隔性是指制品對小分子氣體�、液體����、水蒸氣等的屏蔽能力。目前常用的具有良好阻隔性能的樹脂品種主要包括:EVOH����、PVDC、PAN�����、PEN、PA和PET�����。表一為各種材料的氧氣透過率[1]
如圖1所示��,EVOH的氧氣阻隔性隨著相對濕度而變化�����。在相對濕度低于約80%以下時�,明顯高于其它材料,而在在高濕度如85%以上���,EVOH的阻氧性顯著下降�����。但是�����,實際上阻隔性包裝材料幾乎都是多層結(jié)構(gòu)��,具有良好阻濕性能的聚烯烴(PE或PP)用于兩側(cè)����。即使包裝接近水性食品,外圍環(huán)境為空氣時�����,處于中間層的EVOH的相對濕度也在80% 左右�。在這一條件下EVOH 的阻隔性仍然比其它任何材料好����。因此,EVOH不僅對于干食品包裝應(yīng)用廣泛���,而且對于牛奶��、果汁飲料��、調(diào)味品���、啤酒、葡萄酒��、礦泉水等水性食品也得到廣泛應(yīng)用����。另外����,除氧氣外�,對二氧化碳?xì)狻⒌獨?�、氦氣���、氨氣等其他氣體����,EVOH也具有卓越的阻隔性能���。[1]
2)硬包裝EVOH復(fù)合的應(yīng)用情況
EVOH用作高阻隔材料時通常采取多層復(fù)合結(jié)構(gòu)�,常用復(fù)合材料有:PP��、HIPS���、PE�����、EVOH����、AD,結(jié)構(gòu)中AD為粘合劑�。多層復(fù)合結(jié)構(gòu)可以充分發(fā)揮各材料的性能,提高EVOH的阻水性�����,獲得綜合性能優(yōu)異的高阻隔材料�。以前大部分是應(yīng)用于軟包裝���,但復(fù)合樹脂PP����、PE��、PA等由于韌性好���、剛性較差��,不易沖切�,限制了其在硬包裝領(lǐng)域的應(yīng)用。PP及耐沖擊性聚苯乙烯HIPS具有較好的剛性�����,成型性能優(yōu)越���,宜沖切�����,適宜應(yīng)用于硬質(zhì)包裝材料�����。因而大力發(fā)展適用于硬包裝EVOH高阻隔復(fù)合材料尤為迫切���。
03 硬包裝EVOH加工裝備與加工工藝
1、加工設(shè)備
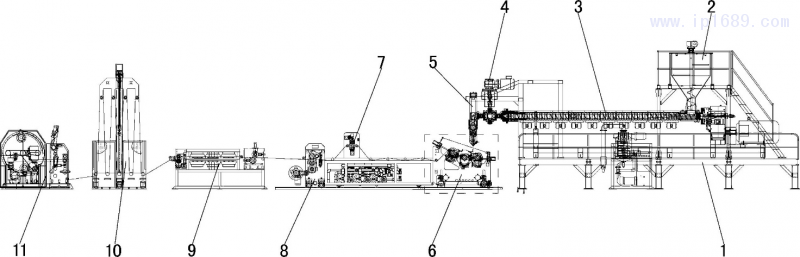
高阻隔多層共擠復(fù)合材料具有多層結(jié)構(gòu)���,因此需專用的多層共擠擠出設(shè)備成型���,根據(jù)各層的材料特性選擇合適的擠出類型。如汕頭市達(dá)誠環(huán)保精機科技有限公司近期設(shè)計制造EVOH多層共擠片材擠出設(shè)備����,采用5條單螺桿擠出機組合�,具體型號為WJPG120/105/75/65/65-1200�,配套計量泵,最大擠出產(chǎn)量800-1000KG/H����,寬度800MM,其中:120螺桿適應(yīng)于主料二次PP料���,105螺桿適應(yīng)于新料PP料�,75螺桿用于包邊料PP料���,兩條65螺桿適應(yīng)于EVOH及AD料�。模頭出來后片材配套有壓片定型機���、輥筒恒溫裝置、在線測厚儀����、自然冷卻裝置、切邊裝置���、雙面硅油涂布機���、牽引裝置�、廢邊收卷裝置���、雙工位卷取機��、PLC工業(yè)控制柜等��。
設(shè)備通?���;玖鞒坦に囀疽鈭D如下:
◆原料系統(tǒng):原料配方比例及輸送����,破碎料回收裝置;
◆擠出系統(tǒng):各擠出機����、過濾、計量�����、共擠分配至模頭出片;
◆三輥壓光系統(tǒng):片材壓光及切邊裝置��;
◆在線測厚儀�����,片材厚度在線顯示
◆牽引系統(tǒng):動力牽引裝置�;
◆收卷系統(tǒng):片材成卷收卷;
◆水循環(huán)系統(tǒng):輥筒水溫控制�����;
◆電氣控制系統(tǒng):整套設(shè)備電氣控制���。
WJPG120/105/75/65/65-1200型EVOH高阻隔片材機
此設(shè)備生產(chǎn)的EVOH高阻隔片材���,經(jīng)國家包裝產(chǎn)品質(zhì)量監(jiān)督檢驗中心(廣州)檢驗檢測,GB/T31354-2014《包裝件和容器氧氣透過性測試方法 庫侖計檢測法》����,試驗條件: T=(23±0.5)℃, RH=(50±2)%���,空氣環(huán)境,氧氣濃度:21%�����,氧氣透過性:5.5×10-4立方厘米/包 24小時���。
2��、加工工藝
設(shè)備主要工藝路線:主料層物料通過120和105螺桿PP主擠出機�����,65螺桿(AD原料)加熱熔融擠出���,經(jīng)過液壓快速換網(wǎng)器,抵達(dá)分配器兩邊�,65螺桿擠出EVOH原料直接進入分配器中間,75螺桿PP物料通過擠出機加熱熔融擠出����,經(jīng)換網(wǎng)器直接進入模具會合,生產(chǎn)兩邊包邊片材�,各種加熱熔融原料平穩(wěn)進入共擠機頭會合成片,在五輥壓片機定型冷卻��,再經(jīng)冷卻后通過自動測厚儀測量厚薄均勻度調(diào)節(jié),切邊,片材經(jīng)牽引輥送入卷繞裝置�����,成卷包裝為成品�����,而切邊廢邊PP料直接進入粉碎機后回到擠出主機料斗再生產(chǎn)�,也可以把邊料由廢邊收卷裝置收繞成捆。
3�����、關(guān)鍵技術(shù)點
由于EVOH樹脂與PP樹脂相容性差����,而且樹脂流變速率相差較大,基材與EVOH的粘接強度����、二次成型時對EVOH的拉伸性能的要求、壓延生產(chǎn)復(fù)合片材時EVOH層分布的均勻性等都是影響復(fù)合材料性能和使用的關(guān)鍵問題�����,也是生產(chǎn)該類型復(fù)合材料時需要解決的難題�����。
多層共擠技術(shù)關(guān)鍵是粘合劑(AD)�����,EVOH的復(fù)合包裝材料通常有PP\EVOH��,但PP與EVOH不能直接熱粘合����,必須PP與EVOH之間加粘合劑(AD),其粘合劑選擇時需考慮PP作為基體材料的粘合劑�����,其次跟PP與EVOH熔體粘度的匹配��,第三拉伸性能要求, 以免在二次加工時引起脫層����。所以其共擠片材多為五層共擠片材(PP\AD\EVOH\AD\PP),若邊切回料R加入層中間,就變成七層共擠片材機, PP/R/AD/EVOH/AD/R/PP�,其中最外層為PP新料�����,另緊靠兩層是PP的破碎回收料R(PP)�。也可采用非對稱結(jié)構(gòu)����,增加其它材料(PE/HIPS等)擠出機,進行共擠���,其原理相同�����,達(dá)到同樣多層共擠方式��。
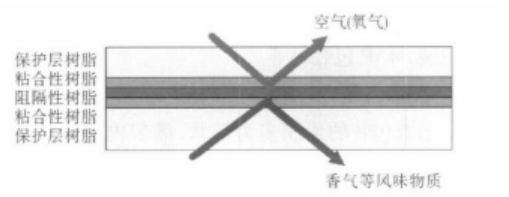
多層阻隔包裝結(jié)構(gòu)示意圖[4]
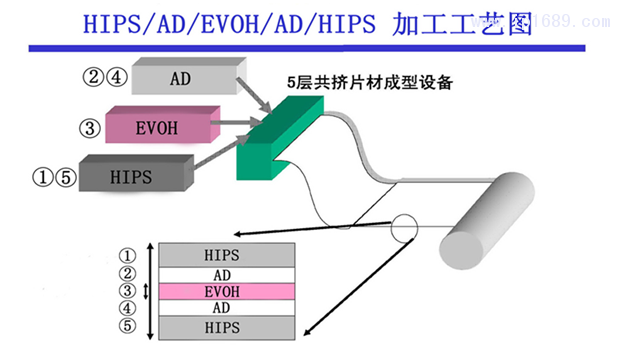
用于硬包裝�����,PP也有改用耐沖擊性聚苯乙烯(HIPS)作為復(fù)合層���。如下圖結(jié)構(gòu)[3]:
EVOH多層共擠復(fù)合材料加工工藝圖2
圖2為EVOH多層共擠復(fù)合材料加工工藝圖,如圖所示�,復(fù)合材料由里到外分為5層結(jié)構(gòu)���。中間層③為EVOH層,單獨使用一臺擠出機無需分層直接進入分層器中間層擠出�����;EVOH層兩邊為粘結(jié)劑AD層②和④�����,單獨使用一臺擠出機通過分層器分為兩層復(fù)合于EVOH兩面�;復(fù)合材料兩外表面為PS層①和⑤��,同樣單獨使用一臺擠出機���,通過分層器分為兩層復(fù)合在材料的上下兩表層��。利用復(fù)合結(jié)構(gòu)���,提高EVOH的阻水性能和阻隔性能。粘接層提高PS層與EVOH層的粘接強度����。
多層共擠技術(shù)關(guān)鍵部件是分配器����,從A\B\C三臺擠出機擠出的PP���、AD�����、EVOH的熱融料通過一臺分配器,形成PP/AD/EVOH/AD/PP結(jié)構(gòu)層,分配器關(guān)鍵是流道設(shè)計, 使PP層均勻地分為一����、五層, AD層分為二��、四層, EVOH層為中間層�����。分配器流道設(shè)計有調(diào)節(jié)葉片, 用來調(diào)節(jié)兩層之間的厚度均勻度��,各層的厚度比例由各自的擠出量來控制,由于擠出機的擠出量波動較大, 在擠出機后用熔體齒輪泵來定量控制�。處于模頭設(shè)定溫度下的PP、AD���、EVOH的熔體粘度不同��,這會使片材各層斷面的厚度分布不均勻, 可以通過在分配器中采用局部開槽的方法, 增加某處的料流量來矯正�����,調(diào)節(jié)料層中間處的厚薄��。
要獲得性能優(yōu)異的高阻隔多層共擠復(fù)合材料�,加工過程中有如下關(guān)鍵問題需要注意:
(1)部件結(jié)構(gòu)調(diào)整:為加強基材的阻濕性和提高EVOH的阻氧性�����,復(fù)合材料設(shè)計為不對稱結(jié)構(gòu)���。不對稱結(jié)構(gòu)可以通過調(diào)整分層器中間層或外層來實現(xiàn)���,若對分層器中間層作不對稱調(diào)整,容易使得粘合層樹脂也會隨著表層樹脂一起形成不對稱結(jié)構(gòu)���,導(dǎo)致薄側(cè)粘結(jié)層樹脂量減少從而使得粘結(jié)強度下降����,造成分層現(xiàn)象�����。因此只能對外層調(diào)節(jié)器進行調(diào)整,實際生產(chǎn)可根據(jù)產(chǎn)品厚度進行選擇性調(diào)整���,但必須保證薄層在二次成型時拉伸不斷裂���。
(2)工藝溫度調(diào)整:由于EVOH樹脂與PP樹脂及粘結(jié)樹脂的流變速率存在差異,且EVOH樹脂處于中間層��,受多層樹脂壓力的影響�����,樹脂流動性會受到一定的障礙�����,故復(fù)合材料兩邊的EVOH層會相應(yīng)減少��,樹脂分布不均勻直接對材料的阻隔性能造成影響����,二次成型時受熱也會不均勻,成型難度大,嚴(yán)重時會造成EVOH層斷層導(dǎo)致阻隔性能喪失���。因此在生產(chǎn)時模具兩端的溫度要調(diào)高5℃左右���,提高材料兩邊EVOH層的流動性,保證EVOH層的分布均勻性���。
(3)擠出機選型原則:EVOH樹脂對溫度和剪切都較為敏感���,因此在選擇擠出機型號時,以小型號�����、長徑比小為原則�����。樹脂在料筒停留的時間不宜太長���,加工溫度不能超過該樹脂的上限溫度,螺桿的剪切不能過大��,轉(zhuǎn)速不可過快。
(4)停機處理方式:由于EVOH樹脂容易產(chǎn)生凝膠現(xiàn)象��,且與其它樹脂的相容性較差�,因而在生產(chǎn)前、后對螺桿和料筒要進行清洗�����,清洗最好使用熔融指數(shù)較高的聚烯烴類樹脂�,清洗時間不能少于30分鐘,清洗過程采用波浪式清洗法�,觀察擠出的樹脂無雜質(zhì)才可正式生產(chǎn)或停機。
(5)廢邊加收形式:不同材質(zhì)的多層結(jié)構(gòu)在兩側(cè)邊緣一般都是需要進行修整��,修整下來的殘余中包括了多層的不同原料���,這樣導(dǎo)致修整后的余料不好回收利用�。為了達(dá)到包邊的余料的回收��,通過增加包邊擠出機��,模具結(jié)構(gòu)調(diào)整�����,使兩側(cè)有包邊流體通道,包邊流體通道內(nèi)的流體與復(fù)合層的在出口處匯集成制品�,包邊流體通道內(nèi)的流體包裹在制品的兩側(cè)邊緣,修整邊緣時那么修整下來的余料都為流體同一材質(zhì)��,利于回收�。
04 EVOH多層共擠片材設(shè)備智能化改進內(nèi)容
以新一代信息通信技術(shù)與制造業(yè)融合發(fā)展為主要特征的產(chǎn)業(yè)變革在全球范圍內(nèi)孕育興起,智能制造已成為制造業(yè)發(fā)展的主要方向��?;ヂ?lián)網(wǎng)+工業(yè)化的推廣應(yīng)用,促進產(chǎn)品的升級換代�,產(chǎn)品生產(chǎn)從原料改性、工藝優(yōu)化�����、設(shè)備精密制造����,操作模式等智能應(yīng)用���,突破原來模式�����,通過加入智能化單元(包括機械����、傳感、電氣和智能化軟件�,具有記憶、感知�、計算和決策功能),使得設(shè)備操作更加便捷�,提高產(chǎn)品品質(zhì)和附加值。能夠?qū)崿F(xiàn)設(shè)備健康狀態(tài)自動檢測����;能夠根據(jù)制品及原料要求自動管理各種工藝參數(shù),實現(xiàn)動態(tài)設(shè)置和存儲����;能夠監(jiān)控生產(chǎn)運行狀態(tài)并自動調(diào)整;能夠智能優(yōu)化處理各種運行參數(shù)���。智能化單元內(nèi)置了人工智能算法�,具備工藝參數(shù)學(xué)習(xí)能力�,能夠通過有限試驗樣本訓(xùn)練,找到適合特定產(chǎn)品的設(shè)備最優(yōu)工藝參數(shù)��,各功能裝置協(xié)同配合,確保產(chǎn)品的質(zhì)量�,降低能耗,突出綠色化�、智能化特點。
EVOH硬包裝多層共擠片材設(shè)備智能化改進內(nèi)容:
1���、各擠出機的原料供給系統(tǒng)可選配自動配料系統(tǒng)�,按各組合配比要求自動計量���,適應(yīng)于新料���、回料、色母等比例的控制����,與主擠聯(lián)動配合,提高配料準(zhǔn)確性及大大降低勞動強度����,能在料位降低情況下提前預(yù)警并反饋補償措施;
2���、優(yōu)化設(shè)計高效擠出螺桿���,采用計算機仿真設(shè)計與實驗數(shù)據(jù)相結(jié)合,通過不同原料組合及工藝參數(shù)�����,達(dá)到制品塑化好���,能耗低�、產(chǎn)量高的高效螺桿���;
3����、選配高性能減速箱����,確保高扭矩,高轉(zhuǎn)速��、能耗低��,噪音?��?���;
4、擠出機配套計量泵定量穩(wěn)壓輸送���,一般在過濾網(wǎng)前及計量泵前后配備壓力傳感器�,壓力與轉(zhuǎn)速閉環(huán)控制��,第一級是網(wǎng)前壓力與主螺桿電機閉環(huán)控制���,第二級是計量泵后與計量泵電機閉環(huán)控制���,所有壓力信號進入PLC后運算輸出控制變頻,驅(qū)動電機��,設(shè)置有預(yù)警���、反饋控制��、顯示功能��;
5��、精密多層分配器�����,采用流量比例與葉片間隙比例雙調(diào)節(jié)技術(shù)�,分層更加均勻����;
6、選用高效節(jié)能機筒加熱圈���,確保加熱系統(tǒng)的節(jié)能及穩(wěn)定性����;并配套高低溫報警及補償裝置��,
7��、配備靜態(tài)混合器���,有利于材料更均勻擠出�,特別生產(chǎn)顏色料片材;
8����、可選配全自動調(diào)節(jié)模頭,配套測厚儀����,實現(xiàn)厚度自動反饋控制,實現(xiàn)擠出片材厚薄自動控制��;
9����、三輥壓光輥筒壓合采用伺服電機控制裝置,配套輥筒間隙光柵測量���,閉環(huán)反饋����,結(jié)構(gòu)緊湊���,生產(chǎn)片材厚薄在線自動調(diào)節(jié)���,使操作簡單;
10、輥筒水流道采用夾層多流道形式����,需注意流道水阻力及分配均勻性,確保輥面溫差一致��,通常采用大流量從中間向兩邊分散的進出流道結(jié)構(gòu)�;
11�����、輥筒水溫控制系統(tǒng)采用伺服比例閥自動水溫調(diào)節(jié)�����,加熱冷卻溫度雙PID控制技術(shù)等�����;
12���、配套在線切邊����、破碎、輸送回收系統(tǒng)���,實現(xiàn)廢料自動回收���,環(huán)保衛(wèi)生;
13����、卷取前配備儲片架,可連續(xù)儲存片材��,滿足換卷時不降速換卷�;
14、收卷結(jié)構(gòu)設(shè)計采用在線不停機換卷及卸卷裝置����,節(jié)省大量的作業(yè)時間和人工消耗,同時需注意換卷起卷時壓合�����,使片材收卷平整����;
15���、功能上,可選在線涂布復(fù)合系統(tǒng)�,需確保涂布后表面均勻,過烘干裝置后�,片材表面完全烘干和不能出現(xiàn)明顯油斑,雙面貼膜可按不同功能要求采用熱復(fù)膜或冷復(fù)膜�,熱復(fù)時注意膜材的耐溫性,選擇合適復(fù)合溫度���,如直接進入熔融片材復(fù)合或經(jīng)定輥合適冷卻位置進入復(fù)合,確保復(fù)合平整��;
16��、配套雙面表面瑕疵檢測系統(tǒng)���,在線檢測產(chǎn)品表面質(zhì)量(如晶點�、黑點或缺陷)�����;
17�����、整機采用PLC控制,數(shù)據(jù)化信息采集系統(tǒng)����,實現(xiàn)參數(shù)設(shè)置、數(shù)據(jù)運算及反饋���、報警等功能的自動化控制����;
18�����、先進雙PID控制算法技術(shù)���,對技術(shù)數(shù)據(jù)的實時統(tǒng)計分析��,實時提供改進措施����,確保生產(chǎn)過程始終處于統(tǒng)計控制狀態(tài)����,以提高制品的質(zhì)量�����、精度���、能耗等性能指標(biāo)。
19�、遠(yuǎn)程控制技術(shù),通過服務(wù)器中心工業(yè)數(shù)據(jù)中心和工業(yè)數(shù)據(jù)采集與分析軟件�、遠(yuǎn)程監(jiān)控網(wǎng)絡(luò)設(shè)備、標(biāo)準(zhǔn)電機健康檢測分析系統(tǒng)���、設(shè)備能源管理優(yōu)化系統(tǒng)等,對在客戶工廠的供應(yīng)商設(shè)備實現(xiàn)遠(yuǎn)程監(jiān)控和對各種工藝數(shù)據(jù)采集和存儲��,并進行工藝數(shù)據(jù)分析��,優(yōu)化生產(chǎn)工藝配方���。
05 智能片材設(shè)備市場未來發(fā)展方向
國內(nèi)需求的日益增長�����,復(fù)合高阻隔保鮮包裝片材用量也在逐年增加�����,在高檔肉食品�、快餐米飯等食品包裝,特別是藥品���、化妝品等具有更優(yōu)異的性能�����,前景看好����。近年來�,國內(nèi)勞動力成本的不斷增加,人們對設(shè)備的產(chǎn)量�、能耗、環(huán)保和自動化提出了更高的要求��,國內(nèi)少家片材高端設(shè)備制造廠家�,依據(jù)可持續(xù)綠色發(fā)展需要,集中優(yōu)勢資源����,與國內(nèi)外多家先進的原料供應(yīng)商���、研究院與產(chǎn)品生產(chǎn)商等共同研發(fā),充分運用現(xiàn)代高精尖設(shè)備���,提高裝備零部件加工精度����,設(shè)計優(yōu)化各類零件結(jié)構(gòu)����,優(yōu)化加工工藝,提升設(shè)備整體性能����。
當(dāng)前,移動互聯(lián)網(wǎng)���、大數(shù)據(jù)、云計算�、物聯(lián)網(wǎng)、第五代移動通信(5G)��、區(qū)塊鏈等新一代信息技術(shù)不斷取得突破,特別是新一代人工智能(AI)技術(shù)與先進制造技術(shù)深度融合所形成的新一代智能制造技術(shù)�����,已成為新一輪工業(yè)革命的核心驅(qū)動力[5]�。;其次����,食品、飲料以及新能源等工業(yè)領(lǐng)域?qū)Ω咝阅馨b行業(yè)需求持續(xù)高漲��,推動多層共擠技術(shù)不斷推陳出新����;第三、擠出設(shè)備的各種配套零部件加工領(lǐng)域的開發(fā)力度�,新技術(shù)應(yīng)用與拓展步伐加快,推動整體裝備技術(shù)水平的迅速提高���,擠出設(shè)備市場需求正凸現(xiàn)顯著特點:節(jié)能高效�����,數(shù)據(jù)化���、自動化�、智能化擠出片材機是成為技術(shù)創(chuàng)新的方向�,智能化引領(lǐng)產(chǎn)品的發(fā)展未來。
正因如此��,積極開發(fā)硬包裝多層共擠智能化片材機是行業(yè)搶占市場的商機的重要措施����。打造高效節(jié)能、綠色環(huán)保�、智能高品質(zhì)多層共擠片材擠出裝備,朝著數(shù)字化�、自動化、智能化挺進�,同時滿足產(chǎn)品綠色包裝,技術(shù)創(chuàng)新����,可持續(xù)發(fā)展方向,不斷拓展設(shè)備應(yīng)用市場�����,增加產(chǎn)品附加值���,以綜合的性價比優(yōu)勢和過硬的質(zhì)量保障�����,為中國智造助力升威�。
參考文獻:
[1] 周斌��,高阻隔性EVOH樹脂及其在食品包裝上的應(yīng)用�,塑料包裝,2012年,22卷,3期
[2]宋毅,李建華,韓曉潔,張強.EVOH五層共擠復(fù)合膜專用機組的研制�,塑料包裝,2005年,15卷,2期
[3]羅戰(zhàn)平����,魏龍慶HIPS/EVOH高阻隔復(fù)合材料的加工工藝,塑料包裝,2011年��,5期
[4] 宋淵����,高阻隔性樹脂EVOH在肉類包裝中的應(yīng)用,肉類工業(yè)2008年第12期����,總第332期
[5]袁晴棠����,殷瑞鈺�,曹湘洪,劉佩成�,面向2035 的流程制造業(yè)智能化目標(biāo)、特征和路徑戰(zhàn)略研究 �����,中國工程科學(xué) 2020 年 第22 卷 第3 期
























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





