王國棟�����,范鑫
重慶水利電力職業(yè)技術學院,重慶 402160
摘要:為解決微孔注塑工藝的不穩(wěn)定等缺陷��,以汽車座椅扶手海綿塑料制品為研究對象開展微孔塑料注塑過程的優(yōu)化研究�。基于長短期記憶網(wǎng)絡(LSTM)和卷積神經(jīng)網(wǎng)絡(CNN)設計了微孔注塑汽車座椅扶手海綿優(yōu)化數(shù)學模型����,確定了工藝參數(shù)為模壁溫度50℃、發(fā)泡劑為N2���、氣體初始濃度0.4%�����、熔體溫度210℃�����;采用Pro/E工具模擬扶手海綿的注塑過程�����,當注射位置為B時�����,扶手海綿不易出現(xiàn)翹曲�、裂紋等缺陷。
關鍵詞:微孔注塑�;長短期記憶神經(jīng)網(wǎng)絡;卷積神經(jīng)網(wǎng)絡����;扶手海綿;Pro/E
傳統(tǒng)微孔注塑工藝降低了塑料的受力優(yōu)勢���,導致塑料及其制品易產(chǎn)生翹曲���、裂紋等缺陷[1-2]。為解決這些問題��,專家提出了微孔塑料注塑成型工藝���。靳新濤[3]采用智能算法優(yōu)化微孔注塑噴嘴工藝參數(shù),優(yōu)化微孔制品形態(tài)和尺寸的穩(wěn)定性�。孫秀潔[4]應用Moldflow模擬微孔注塑成型過程,開展對微孔材料的微觀結構和宏觀性能的研究�����。靳賽賽等[5]開展對汽車診斷器支架微孔注塑過程的研究,可知在距離澆口越遠的位置�����,氣泡半徑變小得越快���。陳興元等[6]研究微孔注塑成型過程模具溫度��、超臨界流體等對制品泡孔的影響�,得出較好的注塑工藝參數(shù)組合����。但這些研究成果在注塑工藝自動化預測任務方面還有所欠缺,且在注塑工藝穩(wěn)定性方面仍有提升的空間�����。
隨著深度學習技術的發(fā)展�,長短期記憶網(wǎng)絡(LSTM)[7-8]和卷積神經(jīng)網(wǎng)絡(CNN)[9]憑借優(yōu)異的模式識別能力被應用于各項自動化識別、定位�����、預測任務中[10-12]�,取得較好的成果�����。Pro/E[13]主要用于完成參數(shù)優(yōu)化工作���,在三維建模領域具有重要的地位,是主流的CAD/CAM/CAE的軟件之一���,在模具注塑分析方面具有較好的優(yōu)勢����。
本實驗提出一個基于特征融合的微孔塑料汽車座椅扶手海綿優(yōu)化數(shù)學模型�����,開展對工藝參數(shù)的分析和預測����,采用Pro/E模擬分析座椅扶手的注塑過程。
01 基于特征融合的微孔注塑優(yōu)化數(shù)學模型
1.1 數(shù)學基礎
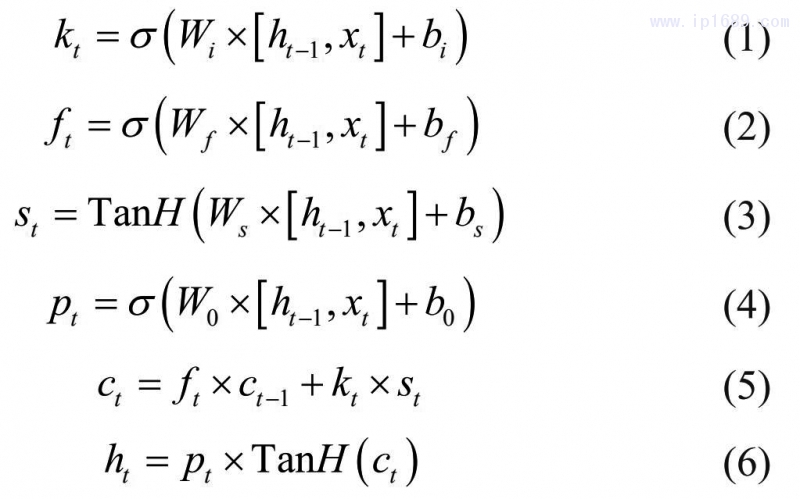
微孔注塑優(yōu)化數(shù)學模型主要由LSTM和CNN運算組成��,LSTM的計算方法如式(1)~式(6)所示:
式中:kt為輸入門�,負責規(guī)范化輸入序列數(shù)據(jù)�;ft為遺忘門����,負責剔除掉冗余的信息�����,避免因信息量過大出現(xiàn)梯度消失等現(xiàn)象���;st為記憶門�����,負責保存重要特征信息����;pt為輸出門�,負責輸出當前階段的相關性特征信息;ct為長記憶狀態(tài)�����,負責捕捉上一階段和當前階段的依賴信息����;ht為短記憶狀態(tài)�����,負責統(tǒng)計輸出門信息和長記憶狀態(tài)信息作為隱藏序列信息���;σ(·)為采用ReLU實施的非線性操作。LSTM通過記憶門可捕捉序列數(shù)據(jù)的長短期依賴特征���。
CNN的計算方法如式(7)所示:
式(7)中:為卷積運算��;w為卷積核�;x為輸入數(shù)據(jù)或特征向量���;b為偏置值�;f (·)為采用TanH或ReLU實施的非線性操作���。
CNN通過多層卷積運算可捕獲多感受野���、抽象的特征。
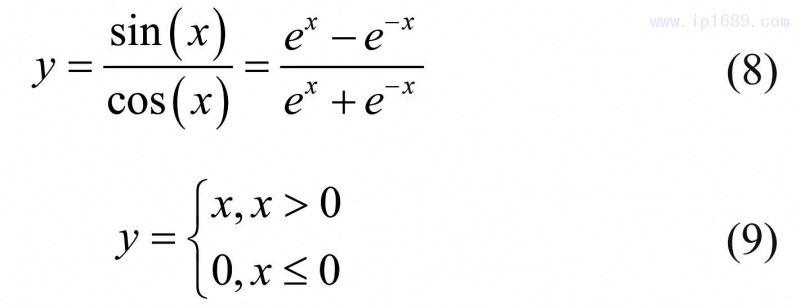
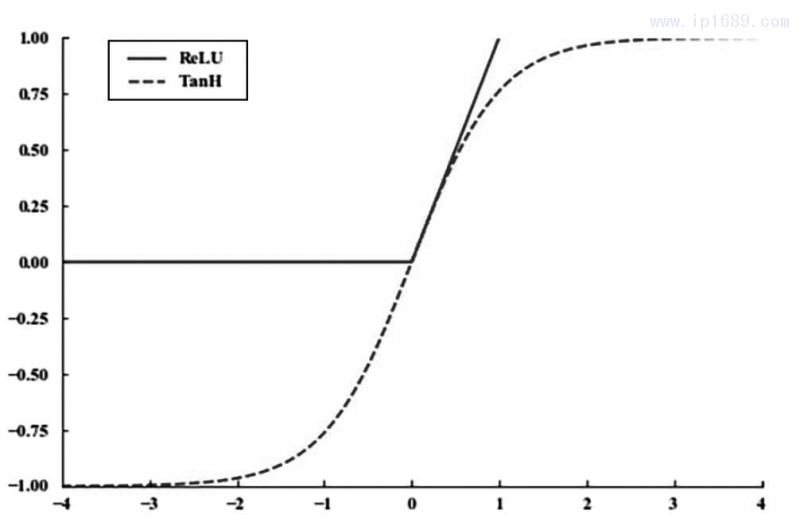
TanH和ReLU是常用的非線性激活函數(shù)���,被用來對特征信息作非線性變換�����,以適應自然特征的非線性分布和非線性變換狀態(tài)�����。TanH非線性激活函數(shù)如式(8)所示�����,ReLU非線性激活函數(shù)如公式(9)所示:
TanH非線性激活函數(shù)具有零均值分布特征��,這使得模型網(wǎng)絡在訓練過程中易逼近最優(yōu)取值區(qū)域����。ReLU非線性激活函數(shù)可分為兩段線性激活函數(shù)��,迫使負值為0�,保持正值不變,有利于特征信息值保持稀疏特性�,增強模型網(wǎng)絡特征表達能力。
1.2 基于特征融合的汽車座椅扶手海綿發(fā)泡模具優(yōu)化模型
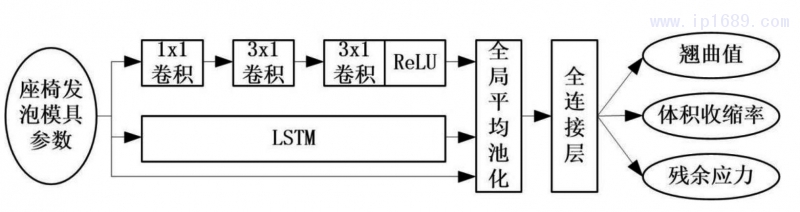
為研究微孔塑料注塑成型填充過程����,以汽車座椅扶手海綿發(fā)泡模具為對象���,設計基于特征融合的汽車座椅扶手海綿發(fā)泡模具優(yōu)化模型,如圖2所示��。
在汽車座椅扶手海綿發(fā)泡模具優(yōu)化模型中��,將模壁溫度����、熔體溫度、發(fā)泡劑(0為氮氣�����、1為二氧化碳)�����、氣體初始濃度作為輸入序列信息�,預測座椅扶手海綿的最大翹曲值、體積收縮率和殘余應力���。通過3個分支網(wǎng)絡學習不同類型的翹曲�、體積收縮、應力特征��。分支網(wǎng)絡1由3個卷積操作組成���,具有深層次的特點�����,且2個卷積核尺寸為3×1卷積操作的感受野等同于1個卷積核尺寸為5×1卷積操作的感受野,因此依次應用卷積核尺寸為1×1�、3×1、3×1的卷積操作可從輸入信息中捕獲細致��、抽象���、大感受野的特征信息��,并應用ReLU函數(shù)堆特征作非線性變換�,以適應翹曲�����、體積收縮�、應力的非線性變化狀態(tài);分支網(wǎng)絡2由LSTM組成,從輸入序列數(shù)據(jù)中學習到翹曲���、體積收縮���、應力的依賴性耦合特征;分支網(wǎng)絡3直接將輸入序列數(shù)據(jù)引至輸出端���,最大限度地保留特征信息�,可避免梯度消失現(xiàn)象的出現(xiàn)�。
1.3 實驗配置
采集10000組汽車座椅扶手海綿發(fā)泡模具的模壁溫度、熔體溫度�、發(fā)泡劑、氣體初始濃度樣本數(shù)據(jù)��,將其按照比例8:1:1隨機劃分至訓練集�����、驗證集和測試集中���,便于實驗分析和優(yōu)化�。
對于設計的汽車座椅扶手海綿發(fā)泡模具優(yōu)化數(shù)學模型網(wǎng)絡�,設置偏置值為0.002���,應用Xavier初始化卷積核權重;在Linux平臺的Tensorflow框架上實現(xiàn)數(shù)學模型���;設置模型在訓練階段的學習率為0.0009�。
02 微孔塑料汽車座椅扶手海綿模具優(yōu)化研究
研究基于特征融合的汽車座椅扶手海綿發(fā)泡模具優(yōu)化模型�,并開展關鍵參數(shù)對模具注塑成型的影響研究;采用優(yōu)化模型獲得較優(yōu)的微孔塑料汽車座椅扶手海綿模具工藝參數(shù)����;仿真模具三維模型����。
2.1 汽車座椅扶手海綿優(yōu)化模型優(yōu)化研究
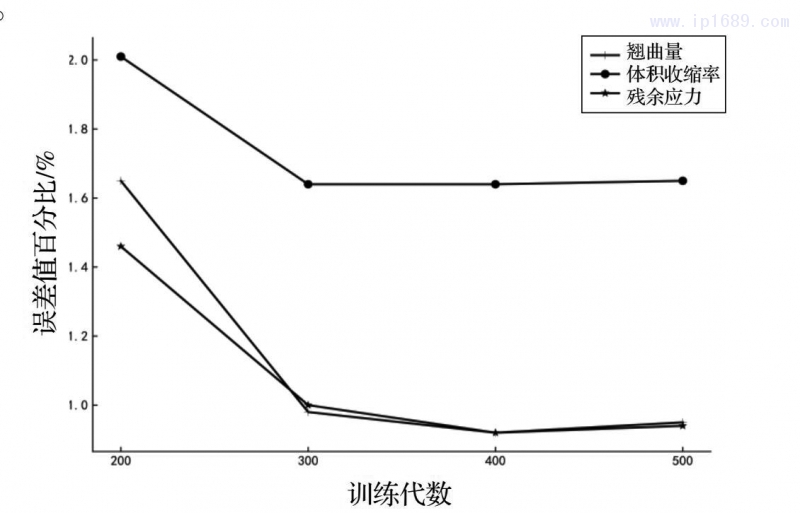
研究模型的性能優(yōu)化狀態(tài)。經(jīng)初步觀察�����,汽車座椅扶手海綿優(yōu)化模型在訓練代數(shù)為300時達到收斂狀態(tài)�,統(tǒng)計其在訓練代數(shù)為200、300����、400和500時最大翹曲量�、體積收縮率��、殘余應力的驗證誤差值百分比��,結果如圖3所示���。
當訓練代數(shù)從200增至300時�����,汽車座椅扶手海綿優(yōu)化模型的各項驗證誤差值百分比指標呈現(xiàn)明顯的下降趨勢���,說明模型處于收斂階段,預測性能得到有效地優(yōu)化��;當訓練代數(shù)為300�、400和500時,模型已達到收斂狀態(tài)�,預測值逐漸逼近最優(yōu)取值區(qū)間;當訓練代數(shù)為400時���,模型具有最低的翹曲量�、體積收縮率���、殘余應力誤差值百分比�����,具有較優(yōu)的預測能力��。因此�����,保存訓練至400代的汽車座椅扶手海綿發(fā)泡模具優(yōu)化模型���,模壁溫度和氣體初始濃度具有較小的可變化范圍�����,在業(yè)界已有較權威的參考標準,開展熔體溫度����、發(fā)泡劑對注塑成型的影響研究工作具有較好的意義。
在塑料熔體的注入過程中�����,注塑位置因熔體溫度較高易出現(xiàn)變形缺陷,同時已注入熔體的冷卻較大程度地影響汽車座椅扶手海綿發(fā)泡模具的變化狀態(tài)����,因此,開展熔體溫度對模具成型影響的研究工作具有較大意義��。從測試集中選擇模具樣本參數(shù)分別為模壁溫度50℃���、熔體溫度210℃�、發(fā)泡劑��、氣體初始濃度0.4%���。
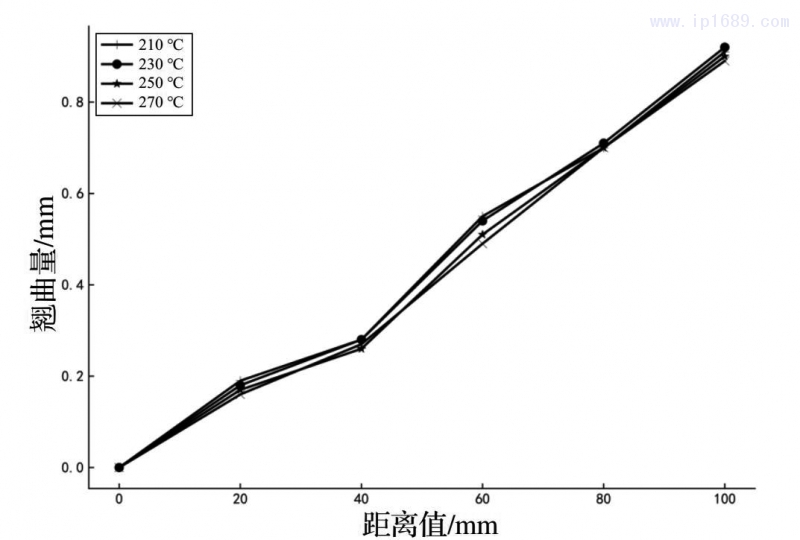
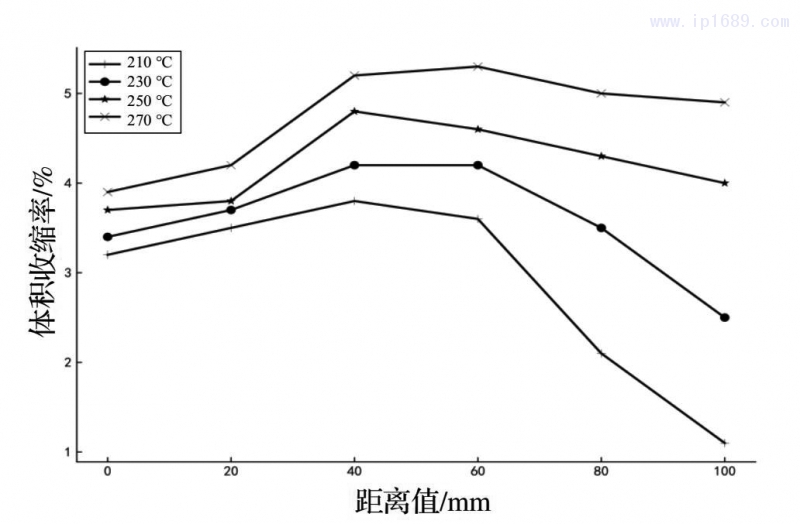
保持模壁溫度��、發(fā)泡劑����、氣體初始濃度等參數(shù)為恒定值��,改變熔體溫度值����,測定翹曲量��、體積收縮率���、殘余應力,其測定結果分別如圖4~圖6所示��。
海綿發(fā)泡制品的體積收縮率隨著熔體溫度的升高而增大����,說明熔體溫度越高,熔體黏度越小��,熔體內大分子結構趨于無規(guī)則變化����;熔體密度降低,導致海綿制品體積收縮率變大��。殘余應力隨著熔體溫度的升高略有降低�����,說明熔體溫度越高���,熔體黏度越小���,熔體分子受力越小,因此殘余應力越小����。綜合分析,當熔體溫度為210℃時�,與其他熔體溫度相比,海綿制品具有較小的翹曲量和殘余應力�,體積收縮率較低。
常用的發(fā)泡劑為氮氣和二氧化碳���,氮氣和二氧化碳會影響微孔塑料制品的微孔結構�����,從而引發(fā)微孔注塑制品的翹曲����、體積收縮����、殘余應力的變化,因此有必要研究氮氣、二氧化碳發(fā)泡劑對模具成型的影響�����。本實驗保持模壁溫度����、熔體溫度、氣體初始濃度等參數(shù)為恒定值�����,改變發(fā)泡劑種類��,翹曲量���、體積收縮率�、殘余應力的變化結果如圖7~圖9所示�。
與采用二氧化碳作為發(fā)泡劑相比,氮氣作為發(fā)泡劑的發(fā)泡海綿制品的翹曲量����、體積收縮率和殘余應力更低;說明氮氣在注塑聚合物制品中的溶解度更低��,氣體填充性更強��,因此體積收縮率較?����?;氮氣溶解度較低,則塑料熔體黏度較小�����、熔體分子受力較小�����,因此翹曲量和殘余應力較小�。
2.2 微孔塑料汽車座椅扶手海綿三維模型仿真
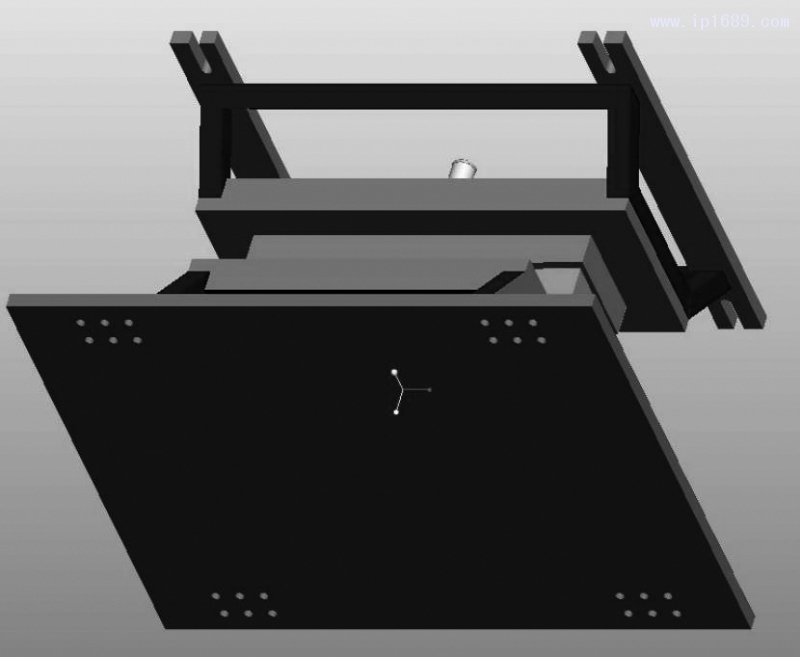
設計的微孔塑料汽車座椅三維模型如圖10所示。
微孔塑料汽車座椅三維模型由上下兩部分組成����,上部分為汽車座椅扶手海綿模塊,扶手海綿模塊的長寬比為3:2���,側方梯形的上下夾角分別為60°和120°�,海綿聚合物的塑料材料為聚丙烯,采用的發(fā)泡劑為氮氣�����。
03 注塑模擬分析
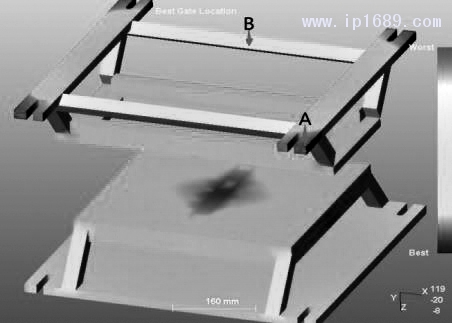
扶手海綿的注射位置模擬結果如圖11所示��。
采用汽車座椅扶手海綿優(yōu)化數(shù)學模型獲得注塑工藝參數(shù)���,選定模壁溫度50℃��、發(fā)泡劑為氮氣����、氣體初始濃度0.4%��、熔體溫度210℃����。應用Pro/E計算機輔助工具模擬注塑成型過程。
由圖11可知��,暗色區(qū)域的注塑效果比暖色區(qū)域好�����。設置A注射位置處于暖色區(qū)域,B注射位置處于暗色區(qū)域���。
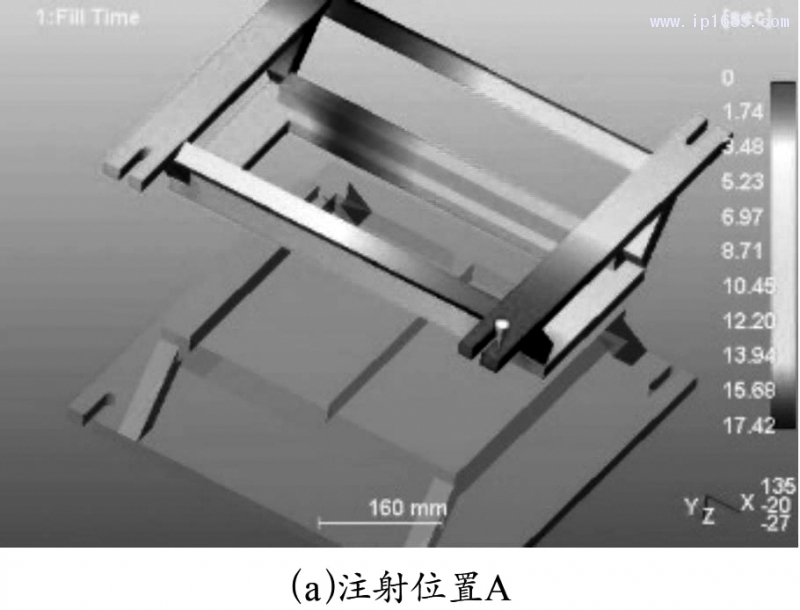
分析微孔塑料汽車座椅扶手海綿的注射模擬時長��,結果如圖12所示。
注射位置A和B的扶手海綿注射時長分別為17.42s和17.40s�,說明當注射位置為B時,當前注射工藝具有較短的注射時間�,在批量制作過程中具有較高的注射效率。
分析微孔塑料汽車座椅扶手海綿的注塑模擬壓降分布�,結果如圖13所示。
在微孔注射的位置����,注射壓降最低;距離注射位置越遠�,注射壓降越高;注射位置A的最大注射壓降為3.39MPa��,注射位置B的最大注射壓降為2.22MPa����。注射位置B的注射壓降明顯低于注射位置A的注射壓降,且保壓能力較強����,可避免微孔塑料汽車座椅扶手海綿出現(xiàn)嚴重的翹曲����、裂紋等缺陷���。
分析微孔塑料汽車座椅扶手海綿的注塑模擬裂紋分布��,結果如圖14所示��。
注射位置A的扶手海綿具有較多�、較分散的裂紋��;注射位置B的扶手海綿具有較少��、較集中的裂紋���,說明注射位置B的注塑工藝具有較優(yōu)的工程應用能力��。
04 結論
(1)應用LSTM和CNN的特征提取優(yōu)勢�����,采用3個分支網(wǎng)絡學習得到抽象���、非線性����、大感受野���、強依賴性的翹曲��、體積收縮、殘余應力信息����。選擇模壁溫度50℃、發(fā)泡劑為氮氣��、氣體初始濃度0.4%�、熔體溫度210℃,此時模具具有較低的體積收縮和殘差應力�����,具有較好的穩(wěn)定性���。
(2)采用Pro/E模擬扶手海綿的注塑過程�。澆口位置B的微孔塑料汽車座椅扶手海綿具有較小的注射壓降、極少的裂紋�����,表明澆口位置B的扶手海綿不易產(chǎn)生翹曲等缺陷��。
參考文獻
[1] 王黎明. 發(fā)泡環(huán)境對聚烯烴發(fā)泡材料泡孔質量及表面質量的影響研究[D].貴陽: 貴州大學, 2019.
[2] 袁洪躍���,金章勇�����,蔣晶��,等. 聚丙烯/碳納米管微孔注射發(fā)泡行為及力學性能[J]. 中國塑料, 2020, 34(6): 20-26.
[3] 靳新濤. 微孔注射噴嘴的設計及工藝參數(shù)的優(yōu)化研究[D]. 長春: 吉林大學, 2014.
[4] 孫秀潔. 微孔注射成型制品的仿真分析與工藝優(yōu)化[D]. 大連: 大連理工大學, 2018.
[5] 靳賽賽���,田菲. 汽車診斷器支架微孔注射成型工藝參數(shù)優(yōu)化[J]. 工業(yè)技術創(chuàng)新, 2019, 6(2): 15-19.
[6] 陳興元,,張亞濤����,葛路通,等. 工藝參數(shù)對微孔注射PC制品泡孔形態(tài)的影響[J]. 塑料科技����, 2019���,47(2): 49-52.
[7] 陸維佳,朱建文����,葉圣炯,等. 基于多因素長短時神經(jīng)網(wǎng)絡的日用水量預測方法研究[J]. 給水排水�����,2020�, 56(1): 125-129.
[8] 胡濤,佃松宜�����,蔣榮華. 基于長短時神經(jīng)網(wǎng)絡的硬件木馬檢測[J/OL]. 計算機工程, 2020: 1-9[2020-07-04]. https: //doi. org/10. 19678/j. issn. 1000-3428. 0055589.
[9] 黨衛(wèi)軍����,韓捷���,薛藝為. 基于卷積神經(jīng)網(wǎng)絡的配電網(wǎng)缺陷文本分類方法[J]. 信息技術�,2020��,44(6): 84-88.
[10] 沈宗禮,余建波. 基于遷移學習與深度森林的晶圓圖缺陷識別[J/OL]. 浙江大學學報: 工學版, 2020: 1-12[2020-07-04]. http: //kns. cnki. net/ kcms/detail/33. 1245. T. 20200701. 2057. 002. html.
[11] 劉杰�,朱旋,宋密密. 改進YOLOv2的端到端自然場景中文字符檢測[J/OL]. 控制與決策���,2020: 1-7[2020-07-04]. https://doi.org/10.13195/ j.kzyjc.2020.0270.
[12] 許學國�,桂美增. 基于深度學習的技術預測方法—以機器人技術為例[J/OL]. 情報雜志�, 2020: 1-10[2020-07-04]. http: //kns. cnki. net/kcms/ detail/61. 1167. G3. 20200702. 1145. 014. html.
[13] 王永剛,朱偉�,曲澤超. 基于ProE的從3D建模到工程圖設計[J]. 內燃機與配件,2017(16): 13-14.
























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





