章文飛
國家知識產(chǎn)權(quán)局專利局專利審查協(xié)作江蘇中心,江蘇蘇州 215011
摘要:中空吹塑成型(Blow Molding)是一種中空成型制品的方法�����,是制造塑料制品最重要的成型方法之一���,可以獲得各種形狀與大小的中空塑料制品����。吹塑能較好地保證制品的外部形狀和尺寸�����,能成型用注塑等其他方法無法成型的中空制品。吹塑成型是將處于熔融狀態(tài)的塑料型坯置于模具型腔中�����,借助壓縮空氣將其吹脹�����,使之緊貼于型腔壁上�,經(jīng)冷卻定型得到中空塑料制品的成型方法。吹塑成型在工業(yè)中應(yīng)用十分廣泛���,幾乎所有的熱塑性塑料都可以用于吹塑成型����。本文主要對中空吹塑成型吹氣機構(gòu)技術(shù)進(jìn)行綜述��。
關(guān)鍵詞:中空吹塑成型��;吹氣型芯�;吹氣針
01 吹氣機構(gòu)技術(shù)演進(jìn)
目前,中空吹塑成型的吹氣方式可分為針管吹氣和型芯吹氣���。針管吹氣是利用中空針管刺破型坯壁�����,壓縮空氣通過針管中的流道進(jìn)入型坯從而吹脹型坯�����;而型芯吹氣是型芯直接進(jìn)入開口的型坯內(nèi)并確定頸部內(nèi)徑�,型芯內(nèi)部設(shè)置有氣體通道和出氣孔,不需要刺破型坯壁���。因此,根據(jù)是否需要刺破型坯壁這一特征����,可以將中空吹塑成型的吹氣機構(gòu)分為吹氣針和吹氣型芯兩類。
02 吹氣型芯的發(fā)展史及結(jié)構(gòu)技術(shù)
吹氣型芯又稱為吹氣芯棒����、吹氣芯軸,還有的稱之為吹氣管或吹氣嘴�。
早期的吹塑成型技術(shù)借鑒了玻璃容器吹制工藝。玻璃容器吹制工藝主要是采用管對玻璃液進(jìn)行吹制��,因此,早期的吹塑成型技術(shù)的吹氣機構(gòu)就是簡單的吹管����。
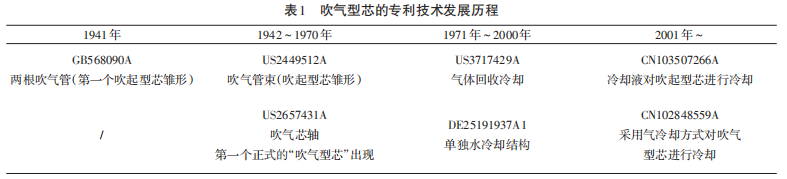
吹管是一種比較原始的吹氣機構(gòu),其應(yīng)用十分有限�,只能成型簡單的吹塑成型制品。例如GB568090A�����、DIX-ON PLASTICS LTD和FRANCIS HAROLD TONSLEY在1941年3月17日申請的mprovements in or Relating to the Manufacture of Hollow Articles from Thermo-plastic Materi-al����。該文獻(xiàn)描述了一種吹塑成型技術(shù),其中�,吹氣機構(gòu)采用吹氣管,吹氣管和熱塑性材料型坯的一端被夾持在一個塞頭中���,且吹氣管設(shè)置在型坯的端頭內(nèi)���,壓縮氣體通過吹管吹入熱塑性材料型坯中,成型制品���。
當(dāng)吹氣型芯完成對塑料型坯材料的吹塑成型后�����,需要將吹氣型芯旋轉(zhuǎn)退出�。然而,由于熔融狀態(tài)的塑料型坯材料溫度比較高����,吹氣型芯在退離塑料中空容器時會出現(xiàn)與塑料中空容器的口部粘連的現(xiàn)象,影響塑料中空容器的質(zhì)量��。為了解決上述技術(shù)問題�,美國菲利普斯石油公司(PhillipsPetroleum Company)在1971年1月4日申請的專利US3717429A公開了一種具有冷卻結(jié)構(gòu)的吹氣型芯,吹氣型芯中間具有吹氣通道����,兩側(cè)具有氣體回收通道���,由此對與模具接觸部的吹氣型芯周側(cè)進(jìn)行冷卻�����,以使吹針頭與塑料中空容器之間形成顯著的溫差�����,從而防止粘連現(xiàn)象[1]��。
之后的吹氣型芯��,在冷卻結(jié)構(gòu)上大體上遵從上述設(shè)計方式�,只是根據(jù)應(yīng)用的不同稍有調(diào)整。例如�,1973年的US3937610A、1976年的US3955908A等����。吹氣介質(zhì)早期多采用空氣,為了提高冷卻效率�,也可以采用冷凍的二氧化碳、氮氣用于吹塑�。但上述冷卻結(jié)構(gòu),均是對吹氣介質(zhì)回收后再對吹氣型芯進(jìn)行冷卻����,但由于吹氣介質(zhì)對型坯吹氣后溫度會升高,再對升高后的溫度回收用于對吹氣型芯進(jìn)行冷卻�,其冷卻效果并不太理想,于是設(shè)計了一種吹氣介質(zhì)與型芯冷卻分開的吹氣型芯����,如1975年的DE2519137A1公開了一種具有單獨冷卻通道的吹氣型芯��,吹氣型芯具有獨立的水冷卻循環(huán)系統(tǒng)��,該設(shè)計使型芯冷卻很快��,提高了生產(chǎn)效率��。
除了采用單獨的水冷卻系統(tǒng)外��,也有采用冷卻氣體代替水對吹氣型芯進(jìn)行冷卻的����,如我國于2012年申請的專利CN102848559A���,型芯冷卻循環(huán)系統(tǒng)中的冷卻介質(zhì)為冷卻氣體�。
由于水冷效果比氣冷效果好��,采用水冷卻系統(tǒng)對吹氣型芯進(jìn)行冷卻是主流方式���。然而,當(dāng)吹氣型芯從包覆的型坯中旋出時����,氣針主要做周向和軸向運動��,這給水路的循環(huán)帶來了難題�����。李衛(wèi)民等的《大型中空吹塑設(shè)備氣針的結(jié)構(gòu)設(shè)計和優(yōu)化》公開了一種吹氣型芯��,通過在吹氣型芯外套的周向����,上下各開8個通孔��,上8孔為氣針的入水口����,下8孔為氣針的出水口;在支座的一側(cè)上下各有1個孔���,水從支座的上孔流入����,進(jìn)入上環(huán)槽��,通過上8孔流入氣針進(jìn)行冷卻,冷卻水通過下8孔流入下環(huán)槽����,再由支座下孔排出,這樣吹氣型芯可以在周向運動的同時進(jìn)行流水循環(huán)�����。同時�,上下環(huán)槽用格來圈隔開,吹氣型芯的軸向行程不能超過環(huán)槽的軸向尺寸�����,即始終保持上���、下8孔分別與上��、下環(huán)槽相通�,這樣就實現(xiàn)了吹氣型芯在軸向運動時也可以流水循環(huán)��,而且這種設(shè)計避免了傳統(tǒng)設(shè)計的冷卻水局部死循環(huán)的不足�����。
隨著技術(shù)的發(fā)展�,塑料的應(yīng)用廣泛,塑料原料可以制造許多產(chǎn)品��,例如���,桶�����、燃油箱���、雙壁箱、雙臂座椅等�����,吹氣型芯也根據(jù)成型產(chǎn)品的需要不斷進(jìn)行改進(jìn)���,吹氣型芯的樣式也越來越豐富���。但無論吹氣型芯的結(jié)構(gòu)和樣式如何變化,最根本的結(jié)構(gòu)沒有變化����,吹氣型芯既要有氣體通道以便對型坯進(jìn)行吹氣���,還要具有定徑的作用。
吹氣型芯的專利技術(shù)發(fā)展歷程如表1所示��。
03 吹氣針的發(fā)展史及結(jié)構(gòu)技術(shù)
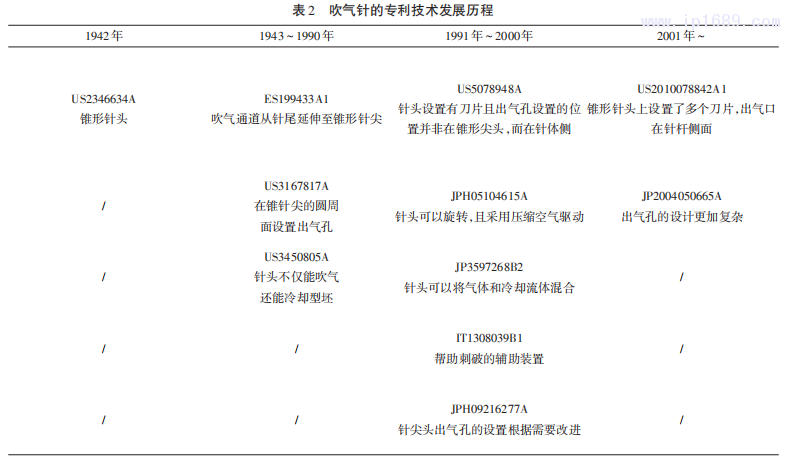
1942年7月15日�,SUN RUBBER CO在1942年7月15日申請的Method for Producing Hollow Rubber Articles,公開號為US-2346634A����,介紹了一種用于制造玩具娃娃的吹塑成型方法。該方法公開了一種具有錐形尖頭的吹氣針���,錐形尖頭上有氣孔�����。錐形尖頭刺破型坯壁后�����,氣體從針體內(nèi)的通道吹出進(jìn)入型坯���,使型坯膨脹成型�。采用該方法制造的產(chǎn)品外觀美觀��,后期處理少�����。
早期的吹氣針結(jié)構(gòu)均是針頭呈錐形���,吹氣通道從針尾延伸至錐形針尖,或者是在錐形針尖的圓周面設(shè)置出氣孔��,譬如���,1949年10月3日申請的US2515093A�����、1950年9月1日申請的ES194433A1���、1965年10月25日申請的US3492106A、1963年3月27日申請的BE -630207A等�,壓縮空氣均是從錐形針尖處流出。
吹氣通道從針尾延伸至錐形針尖的方式和在錐形針尖的圓周面設(shè)置出氣孔的方式一直被沿用至今�。前者用于對產(chǎn)品質(zhì)量要求不高的制品���;而后者的出氣孔設(shè)計得更巧妙,可以避免堵塞針尖頂氣孔��,因而廣受歡迎�,在更多吹氣針上被采用。
無論是吹氣通道從針尾延伸至錐形針尖���,還是在錐形針尖的圓周面設(shè)置出氣孔����,上述設(shè)計結(jié)構(gòu)都存在一個缺點�����,即當(dāng)吹氣針刺破比較厚的型坯壁時���,刺破時會產(chǎn)生碎屑��,碎屑難免會進(jìn)入出氣孔�,從而對出氣口造成堵塞����,影響出氣質(zhì)量���。而且,刺破時會有型坯壁的碎屑掉落在型坯內(nèi)部���,對型坯質(zhì)量造成影響���。
為了避免型坯碎屑堵塞出氣口�,保證制品質(zhì)量,1991年4月30日��,F(xiàn)ORD MOTOR CO在美國申請了一項專利���, 即US5078948A���。該項專利記載了一種具有切割刀片的吹氣針頭,其在錐形的針尖部分設(shè)置多個刀片�����,而出氣孔設(shè)置的位置與針尖有一段距離��。通過這樣的設(shè)置���,吹氣針工作時����,切割掉的坯料碎屑既不會堵塞出氣孔,也不會掉入型坯內(nèi)[2]�����。
該項專利在錐形針頭上設(shè)置了多個刀片��,利用刀片對型坯壁進(jìn)行切割�,避免了刺破時產(chǎn)生碎屑,而出氣孔設(shè)置在距錐形頭有一段距離的針桿體上���,而不是設(shè)置在錐形針尖的圓周面上���,即使產(chǎn)生碎屑,碎屑也不會進(jìn)入出氣孔��,避免了堵塞��。
后期很多專利中的吹氣針都采用了這樣的設(shè)置����,該設(shè)計方式對之后吹氣針結(jié)構(gòu)影響深遠(yuǎn)����。例如���,1995年12月28日 (KYKO) KYORAKU CO LTD在日本申請的JPH09183150A就采用了這種出氣口在針桿側(cè)面的設(shè)計�����, 而2008年09月29日申請的US2010078842A1采用錐形針頭上設(shè)置多個刀片�、出氣口在針桿側(cè)面的設(shè)計�。
人們對吹氣針只能實現(xiàn)吹氣并不滿足����,開始對吹氣針的結(jié)構(gòu)和功能進(jìn)行改進(jìn),希望賦予吹氣針更多的作用和功能���。
現(xiàn)在����,人們在制造中空塑料制品時經(jīng)常采用的是吹氣型芯�,吹氣針已經(jīng)逐漸出了人類的視線,但吹氣針在塑料吹塑歷史上起到過很重要的作用��,而且在制作精細(xì)的吹塑制品時,仍會采用吹氣針���。吹氣針的專利技術(shù)發(fā)展歷程如表2所示�。
4 結(jié)語
中空吹塑成型吹氣機構(gòu)在國外已相當(dāng)成熟并實現(xiàn)了大規(guī)模的工業(yè)化應(yīng)用�。目前,日本在吹氣機構(gòu)上的專利是最多的����,而我國吹氣機構(gòu)的專利近十年來才開始起步,自有技術(shù)不多�����。但隨著吹塑技術(shù)的發(fā)展和進(jìn)一步完善���、提高�,吹氣機構(gòu)又是吹塑成型必不可少的部件���,我國吹氣機構(gòu)技術(shù)會得到進(jìn)一步發(fā)展�����。目前�����,三維吹塑成型工藝已經(jīng)興起�����,相信吹氣機構(gòu)隨著吹塑技術(shù)的推廣和應(yīng)用���,其結(jié)構(gòu)改造也會越來越好��,希望我國技術(shù)人員能發(fā)揮創(chuàng)造性���,對吹氣機構(gòu)進(jìn)行更加優(yōu)化和完善的改進(jìn),從而對促進(jìn)模具工業(yè)本身的改革和發(fā)展產(chǎn)生積極作用����。
和進(jìn)一步完善�����、提高���,吹氣機構(gòu)又是吹塑成型必不可少的部件����,我國吹氣機構(gòu)技術(shù)會得到進(jìn)一步發(fā)展。目前����,三維吹塑成型工藝已經(jīng)興起,相信吹氣機構(gòu)隨著吹塑技術(shù)的推廣和應(yīng)用����,其結(jié)構(gòu)改造也會越來越好,希望我國技術(shù)人員能發(fā)揮創(chuàng)造性�����,對吹氣機構(gòu)進(jìn)行更加優(yōu)化和完善的改進(jìn)�,從而對促進(jìn)模具工業(yè)本身的改革和發(fā)展產(chǎn)生積極作用。
參考文獻(xiàn):
[1]魏剛��,彭必友�����,廖永衡.塑料成型理論與技術(shù)基礎(chǔ)[M]. 成都:西南交通大學(xué)出版社�����,2013.
[2]李衛(wèi)民,李銘.大型中空吹塑設(shè)備氣針的結(jié)構(gòu)設(shè)計和優(yōu)化[J].機械設(shè)計與制造�,2013(8):233-236.
























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





