設(shè)定速度分段的依據(jù)必須考慮到模具的幾何形狀���、其它流動(dòng)限制和不穩(wěn)定因素����。速度的設(shè)定必須對(duì)注塑工藝和材料知識(shí)有較清楚的認(rèn)識(shí)�����,否則����,制品品質(zhì)將難以控制��。
來源: 發(fā)布時(shí)間:2019年09月26日 11:45:22 閱讀:7054
LSR與傳統(tǒng)熱塑性膠料加工存在諸多區(qū)別�,增大加工難度���。LSR在收縮率�����、脫模�����、模具材料、冷流道系統(tǒng)�、溫度控制等方面都與傳統(tǒng)熱塑材料加工存在較大區(qū)別,使得LSR的加工難度比普通熱塑性膠要大���。
來源: 發(fā)布時(shí)間:2019年09月20日 13:43:07 閱讀:6817
冷卻水孔數(shù)量應(yīng)盡可能的多����,孔徑盡可能的大����。冷卻水孔中心線與型腔壁的距離應(yīng)為冷卻水道直徑的1倍~2倍(通常12 mm~15 mm),冷卻水道之間的中心距約為水孔直徑的3倍~5倍。水道直徑一般在8 mm以上�。
來源: 發(fā)布時(shí)間:2019年09月11日 11:49:52 閱讀:7095
PET塑料注塑成型工藝是塑料加工中非常重要的技術(shù)工藝之一,對(duì)于PET塑料瓶而言����,大多數(shù)情況下塑料包裝廠都會(huì)采用吹塑成型的方式制作加工,但注塑成型工藝尤其特有的加工優(yōu)勢(shì)�,對(duì)于PET注塑成型來說,技術(shù)人員需要考...
來源: 發(fā)布時(shí)間:2019年09月05日 10:05:48 閱讀:5970
熱固性液態(tài)硅橡膠(LSR)注壓模具的結(jié)構(gòu)��,總的來說跟熱塑性膠料所用的模具結(jié)構(gòu)相似����,但也有不少顯著差別。例如����,LSR膠料一般粘度較低,因而充模時(shí)間很短���,即使在很低的注射壓力下也是如此����。為了避免空氣滯留��,在模...
來源: 發(fā)布時(shí)間:2019年09月02日 14:40:03 閱讀:7968
PVC是熱敏感性材料,其注塑成型工藝性較差����,原因是過高的熔膠溫度或過長(zhǎng)的受熱時(shí)間很容易使PVC分解,因此控制熔融溫度是注塑PVC產(chǎn)品的關(guān)鍵��。熔化PVC原料的熱源來自兩方面即螺桿運(yùn)動(dòng)產(chǎn)生對(duì)塑料的剪切熱和機(jī)筒外壁...
來源: 發(fā)布時(shí)間:2019年08月30日 09:22:40 閱讀:6513
若模具型腔加工不良�����,如有傷痕�、微孔、磨損����、粗糙等不足�����,勢(shì)必會(huì)反應(yīng)到塑件上�,使塑件光澤不良,對(duì)此����,要精心加工模具��,使型腔表面有較小的粗糙度���,必要時(shí)可拋光鍍鉻。
來源: 發(fā)布時(shí)間:2019年08月28日 09:54:16 閱讀:7663
在進(jìn)行拋光時(shí)�����,一般先使用粗的油石對(duì)機(jī)械加工的模具型腔表面進(jìn)行粗的打磨�����,打磨去機(jī)加刀具的刀痕����,然后再使用細(xì)的油石打磨去粗油石打的痕跡,然后再用細(xì)的砂紙對(duì)細(xì)油石打磨過的表面再進(jìn)行打磨��,最后再使用拋光膏...
來源: 發(fā)布時(shí)間:2019年08月26日 11:12:06 閱讀:5853
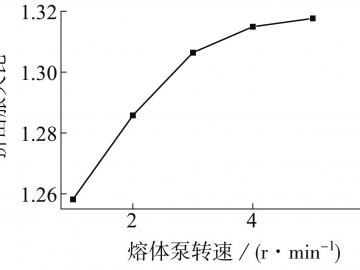
以熔融紡絲過程為研究對(duì)象�,采用PTT本構(gòu)模型,運(yùn)用有限元分析方法�,對(duì)高密度聚乙烯(PE-HD)改性超高分子量聚乙烯(PE-UHMW)共混物熔融法擠出初生絲的過程進(jìn)行了數(shù)值模擬,對(duì)比分析了口模溫度和熔體泵轉(zhuǎn)速的變化...
來源: 發(fā)布時(shí)間:2019年08月06日 11:03:09 閱讀:7739























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...













