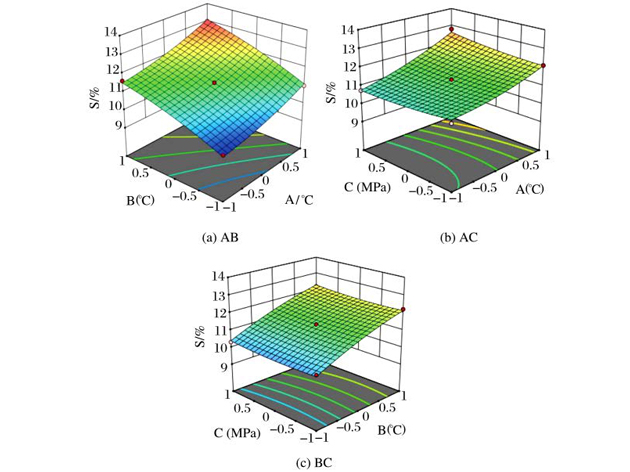
以某智能巡檢機器人的監(jiān)視裝置基座為實例,以模具表面溫度�����、熔體溫度和充填壓力為分析變量,塑件的體積收縮率為響應(yīng)指標�,設(shè)計了響應(yīng)面試驗,構(gòu)建了響應(yīng)面分析模型����。
來源: 發(fā)布時間:2022年01月06日 14:26:15 閱讀:9425
塑料是家用電器中廣泛使用的原材料,如何高效高值地回收利用廢舊家用電器塑料是至關(guān)重要的問題�����。各種塑料依據(jù)其性能優(yōu)勢在家電產(chǎn)品中得到廣泛應(yīng)用����,并呈現(xiàn)輕量、健康和環(huán)保的發(fā)展趨勢���。通過對我國廢塑料再生行業(yè)...
來源: 發(fā)布時間:2021年12月07日 16:57:22 閱讀:9622
結(jié)合產(chǎn)品的注塑成型過程�����,設(shè)計了一模兩腔兩次分型二板模模具結(jié)構(gòu)����,單個模腔澆注采用1個側(cè)澆口進行澆注。針對產(chǎn)品脫模困難問題���,設(shè)計4種脫模機構(gòu),實現(xiàn)了難脫模特征的脫模
來源: 發(fā)布時間:2021年11月18日 09:50:27 閱讀:9660
使用聚砜 (PSU)塑料注射成型醫(yī)療干粉吸入器底座塑件����。成型前,對PSU材料進行干燥處理的工藝參數(shù)為溫度125~135℃�,時間 4~6 h,平鋪�����,鋪料厚度 18~22mm���,含水量控制在 0.1% 以下�����。
來源: 發(fā)布時間:2021年11月08日 09:23:53 閱讀:9814
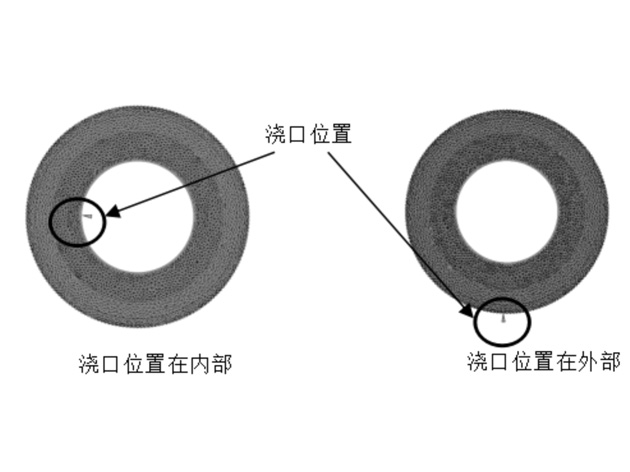
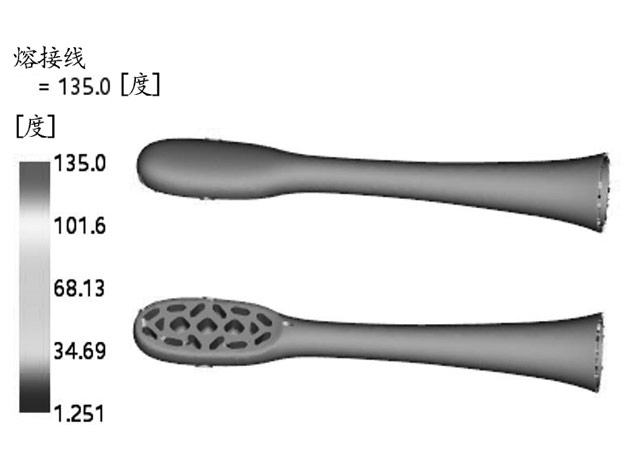
采用 Moldflow 軟件對醫(yī)療無影燈外殼注射模具的注塑成型過程進行模擬仿真���,通過注塑流動情況分析出 制件的最佳澆 口位置,預(yù)測和顯示氣穴���、熔接痕等缺陷位置�;
來源: 發(fā)布時間:2021年11月02日 16:01:18 閱讀:11354
針對傳統(tǒng)模糊控制器控制過程復(fù)雜,很大程度依賴專家經(jīng)驗等缺點�����,結(jié)合全自動注射機的工作特點����,提出基于差分進化算法的模糊控制方案。
來源: 發(fā)布時間:2021年09月13日 15:52:08 閱讀:3231
以電動牙刷頭外殼件為例���,運用Moldflow軟件����,進行冷����、熱流道澆注方案注塑成型CAE分析,比較填充過程����、V/P切換時壓力、熔接痕位置及體積收縮率等分析結(jié)果��,綜合優(yōu)選熱流道針閥進澆為最佳澆注方案
來源: 發(fā)布時間:2021年08月26日 15:03:09 閱讀:13321
為降低某報警器上蓋注塑的翹曲變形,課題組在分析不同尺寸澆口的翹曲量和剪切力結(jié)果后����,選用了較優(yōu)的1.3mm澆口。在此基礎(chǔ)上建立了響應(yīng)面方案�,對工藝參數(shù)進行優(yōu)化。
來源: 發(fā)布時間:2021年08月24日 09:00:08 閱讀:13693
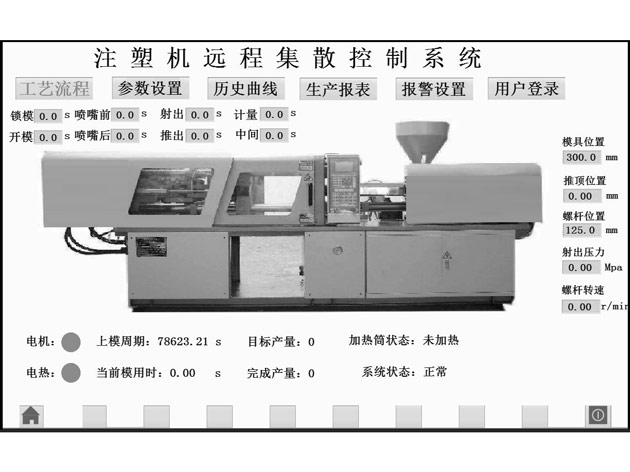
為提升工程塑件生產(chǎn)的自動化程度����,提高企業(yè)生產(chǎn)效率�����,實現(xiàn)多臺注塑設(shè)備的集中管理和遠程監(jiān)控���,設(shè)計一套基于Siemens PLC的注塑機遠程集散控制系統(tǒng)���。以S7-1500PLC和ET200MP模塊為控制系統(tǒng)硬件基礎(chǔ),以TIA Portal V1...
來源: 發(fā)布時間:2021年08月12日 09:16:58 閱讀:11147





























 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





