寧波甬華塑料機(jī)械制造有限公司(以下簡稱“甬華”)作為中國塑機(jī)制造業(yè)綜合實力20強(qiáng),中國塑料注射成型機(jī)行業(yè)15強(qiáng)企業(yè)�,公司成立于1985年,是一家專業(yè)制造塑料注射成型機(jī)的廠家�。不僅將世界先進(jìn)的科學(xué)技術(shù)融入創(chuàng)新元素,同時將獨具中國創(chuàng)新科技的塑機(jī)產(chǎn)品推廣到全球����。
據(jù)悉,公司現(xiàn)有員工400余人����,固定資產(chǎn)2.5個億,廠區(qū)面積10萬平方米���,引進(jìn)大批先進(jìn)的立�����、臥式加工中心作為主要加工設(shè)備���,同時以現(xiàn)代化的企業(yè)管理理念獲取了ISO9001:2008質(zhì)量體系認(rèn)證���,并采用精益化生產(chǎn)模式�����,兼現(xiàn)場6S化管理�����,確保產(chǎn)品質(zhì)量的優(yōu)良穩(wěn)定��。
公司一直把“科技興廠”定為工廠發(fā)展的戰(zhàn)略方針��,通過科技創(chuàng)新�����,緊密結(jié)合市場需求����,研制開發(fā)的一系列優(yōu)質(zhì)高效新產(chǎn)品,處于國內(nèi)領(lǐng)先水平���,多次獲得省�、市級科技進(jìn)步獎����。同時企業(yè)也多次被評為省����、市優(yōu)秀企業(yè)���,“甬華”牌注塑機(jī)被列為市名牌產(chǎn)品�。
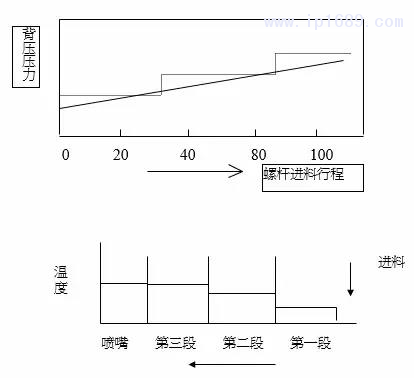
料缸溫度及噴嘴溫度
(1)由第一段(入料處)到第三段(噴嘴前)逐漸升溫��,每段溫度設(shè)定值約相差5~10℃�����,逐步將塑料加熱到適當(dāng)?shù)募庸囟?��,各種塑料有其不同的加工溫度���。
(2)對低黏度的塑料,為避免在機(jī)座后退時造成漏料���,通?�?蓪娮鞙囟仍O(shè)定成第三段溫度或略低一些(約5℃)���,但太低將會造成冷料,在射出時易生流痕���。對高黏度的塑料�����,其設(shè)定值可高于第三段溫度約5~10℃�,射出時可用于將流道系統(tǒng)加熱����。
(3)熔膠因螺桿旋轉(zhuǎn)而摩擦生熱,常導(dǎo)致在第三段熔膠溫度高于加熱器的設(shè)定值�,一般甚至可高出15~30℃,因此應(yīng)避免溫度設(shè)定太高產(chǎn)生熱劣解��。
螺桿背壓
(1)螺桿背壓一般約3~10kg/cm2��,背壓設(shè)定的目的主要是抵住螺桿�����,當(dāng)進(jìn)料時塑料輸送到螺桿前端��,產(chǎn)生熔膠壓力而使螺桿緩慢后退。
(2)若螺桿背壓大��,則塑料自入料口被輸送到螺桿前端����,所經(jīng)歷的時間較長,因此塑化程度較完全�,氣體較不易進(jìn)入,但在螺桿前端產(chǎn)生的熔膠壓力也較大���,容易在機(jī)座后退時造成漏料���。反之!若螺桿背壓小�,則塑料自入料口被輸送到螺桿前端,所經(jīng)歷的時間較短�,因此塑化程度較不完全,且氣體較易進(jìn)入��。
(3)固體塑料的塑化階段由于螺桿在進(jìn)料過程中因熔膠室的增壓而后退�,因此后面進(jìn)入的塑料所歷經(jīng)的螺桿長度將變短,對塑料的熔化能力將會發(fā)生不足的現(xiàn)象��,若因此使未完全熔化的膠粒進(jìn)入熔膠室而成懸浮狀,將嚴(yán)重影響產(chǎn)品質(zhì)量��,因此隨著進(jìn)料行程的進(jìn)行���,螺桿的后退速度應(yīng)漸緩��,且必須使后進(jìn)的膠料能在螺溝內(nèi)有足夠的時間熔化。為達(dá)此目的���,螺桿背壓應(yīng)隨著進(jìn)料行程的進(jìn)行而漸增���,而螺桿轉(zhuǎn)速應(yīng)漸減。
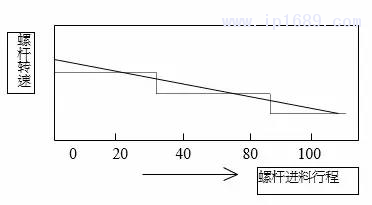
螺桿轉(zhuǎn)速
(1)螺桿轉(zhuǎn)速rpm快���,則吃料量多��,剪切熱也較高��,但若太快也可 能造成塑料分子的剪斷
(2)摻有玻纖的塑料�����,若螺桿轉(zhuǎn)速太快�����,會將玻纖剪斷��,造成物性降低
(3)隨著進(jìn)料行程的進(jìn)行�����,為使后進(jìn)的膠料能在螺溝內(nèi)有足夠的時間熔化��,螺桿轉(zhuǎn)速應(yīng)漸減��。
模穴充填階段
進(jìn)料行程
進(jìn)料時����,螺桿旋轉(zhuǎn),同時后退���,當(dāng)螺桿退到進(jìn)料行程的設(shè)定點時�,即停止進(jìn)料
進(jìn)料位置應(yīng)包括殘留量以及充填�����、保壓階段螺桿的前進(jìn)量��。
進(jìn)料行程的設(shè)定若約為最大射出量(型錄值)的60~70%,是最適當(dāng)?shù)纳涑鰴C(jī)選擇
進(jìn)料行程若設(shè)定過多���,則處于第三段高溫的熔膠量將甚多����,且并須經(jīng)歷許多成形周期后才得以射出�����,有可能因此產(chǎn)生變色或熱劣解
進(jìn)料行程若設(shè)定過少����,則每次射出后沒有足夠的殘留量�����,因此在保壓階段的后期將造成壓力傳遞的不穩(wěn)
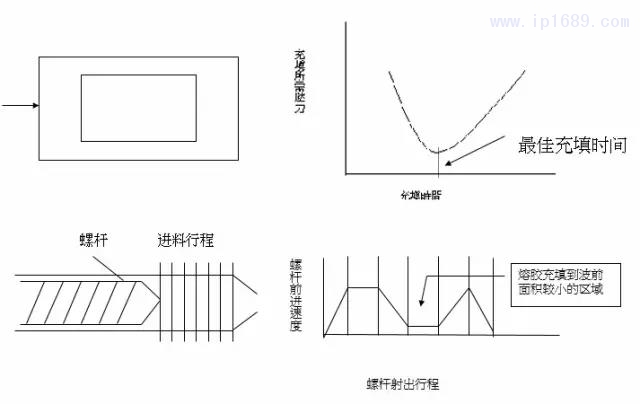
充填速度
(1)充填過程中�,速度快,則模穴充填滿所需要的射壓高�,速度慢,則會因凝固層的產(chǎn)生而使得模穴充填滿所需要的射壓也高�����,因此在某一個適當(dāng)?shù)某涮钏俣认拢Qǔ涮顫M所需要的射壓會最小�,此時的充填速度是最洽當(dāng)?shù)摹6鄬Φ某涮顣r間稱為”最佳充填時間”�。
(2)充填過程中,熔膠在模具表面形成凝固層���,決定了成品的表面性質(zhì)���。若波前速度太快,則分子拉伸嚴(yán)重且凝固層太薄����,甚至因而產(chǎn)生滑動現(xiàn)象造成成品表面有亮痕。
若波前速度太慢�����,凝固層將增厚且增加后面進(jìn)入的塑料的流動阻力�����,因此易在表面形成波浪痕����。因此在將螺桿前進(jìn)速度作適當(dāng)?shù)亩喽慰刂?�,使熔膠波前在充填模穴的過程中能維持穩(wěn)定且一致的速度將是確保成品表面質(zhì)量的關(guān)鍵�����。例如圖 的產(chǎn)品�,由于波前面積(A1)隨充填過程不斷在變化��,為使其有穩(wěn)定且一致的速度(V1)��,則螺桿前進(jìn)的速度(Vs)也必須相對變化�,其關(guān)系如下:
As(螺桿斷面積)是固定值,而V1在設(shè)計上也希望能維持固定�,因此波前面積(A1)與螺桿前進(jìn)的速度(Vs)即成正比關(guān)系。
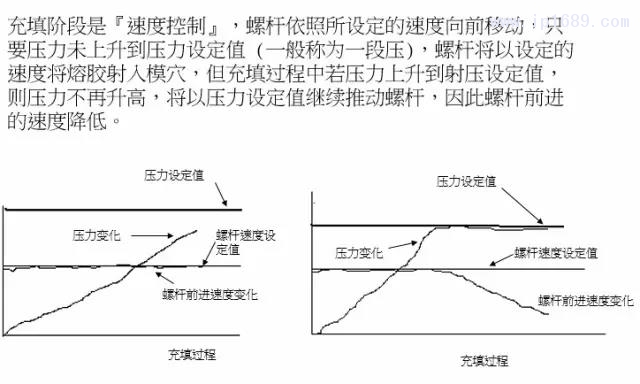
充填時間
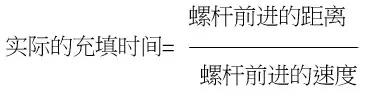
(1)射出過程中實際的充填時間(螺桿在速度控制模式下的時間)�����,未必是機(jī)器上所設(shè)定的充填時間(t1)�����,實際的充填時間(t2)是
此處所指的『螺桿前進(jìn)的距離』是指螺桿由最初位置到充填/保壓轉(zhuǎn)換點之間的距離
(2)當(dāng)t1>t2表示螺桿在t2即已到達(dá)充填/保壓轉(zhuǎn)換點��,故在此即切換成保壓階段的壓力控制�。
但若螺桿在t1時間尚未到達(dá)充填/保壓轉(zhuǎn)換點(即t1






























 美的連續(xù)9年入選《...
美的連續(xù)9年入選《... 深耕東南亞市場!...
深耕東南亞市場!... 上半年全國塑料制...
上半年全國塑料制... 伊之密:百萬元重...
伊之密:百萬元重...





