郭 超
(秦皇島威卡威汽車零部件有限公司����,河北 秦皇島 066000)
摘 要:【目的】提高汽車行李架加工效率��,設(shè)計(jì)一種機(jī)器人自動(dòng)上下料裝置��?!痉椒ā客ㄟ^研究機(jī)器人自動(dòng)上下料工藝流程,對(duì)機(jī)器人自動(dòng)上下料裝置進(jìn)行了整體設(shè)計(jì)�。【結(jié)果】機(jī)器人自動(dòng)上下料裝置利用儲(chǔ)料式傳送帶集中供料�,對(duì)零件進(jìn)行傳送、分離����、檢測(cè)后,機(jī)器人抓取和搬運(yùn)�,完成上料操作,將成品有序地放在下料車中�,完成碼垛操作。【結(jié)論】采用工業(yè)機(jī)器人替代工人進(jìn)行上下料操作�����,車間生產(chǎn)狀態(tài)從一人操作一臺(tái)設(shè)備變成一人操作多臺(tái)設(shè)備��,可降低人力成本����,提高企業(yè)生產(chǎn)效率。
關(guān)鍵詞:工業(yè)機(jī)器人��;自動(dòng)上下料�;汽車行李架;RobotStudio仿真��;一鍵復(fù)位
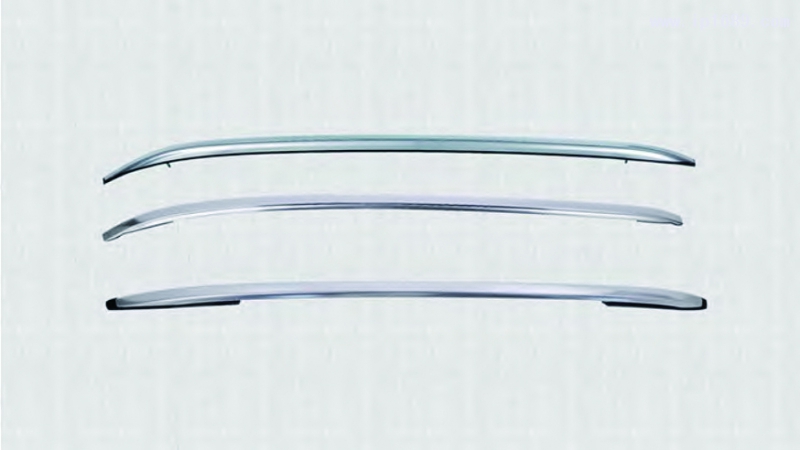
汽車行李架是安裝在汽車車頂上的支架���,用于攜帶大件物品����,如自行車��、大件行李���、帳篷等���,增加了愛車的承載空間,成為越來越多的車主喜歡選裝的部件[1]����。行李架的材質(zhì)多為鋁合金材料,有著較高的強(qiáng)度和硬度�,在機(jī)加工成型的工序中,需要工人不斷重復(fù)單一的上下料操作進(jìn)行生產(chǎn)�����,勞動(dòng)強(qiáng)度大�,消耗大量的人力成本,生產(chǎn)效率低�。汽車行李架圖如圖 1所示。
圖1 汽車行李架圖
機(jī)器人技術(shù)是機(jī)械�、電子、自動(dòng)控制��、人工智能等多學(xué)科領(lǐng)域知識(shí)交叉和融合的一門新興交叉學(xué)科[2]�����。近年來,工業(yè)機(jī)器人的技術(shù)水平持續(xù)提升��,其憑借操作靈活��、占地面積小��、精度高和成本低等優(yōu)勢(shì)��,被廣泛應(yīng)用在汽車制造���、電子工業(yè)等領(lǐng)域[3]��。汽車行李架機(jī)加工工序采用 PLC+HMI 架構(gòu)設(shè)計(jì)�����,進(jìn)行程序邏輯控制�,采集傳感器的輸入����,控制伺服、氣缸等執(zhí)行機(jī)構(gòu)的輸出��,通過工業(yè)機(jī)器人模擬工人的上下料動(dòng)作�����,可實(shí)現(xiàn)行李架的自動(dòng)抓取、搬運(yùn)�、下料碼垛操作,將員工從重復(fù)和單一的工作中解放出來�,有效降低了員工的勞動(dòng)強(qiáng)度,改善了員工的作業(yè)環(huán)境�����,可提高企業(yè)生產(chǎn)效率����,為促進(jìn)工廠的智能化和自動(dòng)化發(fā)揮了重要作用[4]�。
1 機(jī)器人自動(dòng)上下料工藝流程
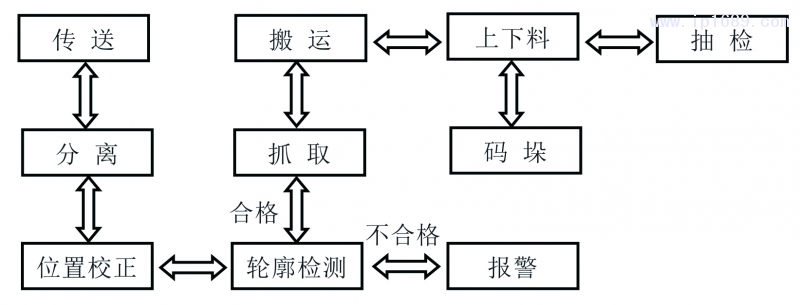
工藝流程圖如圖2所示。1)將待加工的零件集中放在上料傳送帶的隔斷內(nèi)�,伺服系統(tǒng)通過以太網(wǎng)連接PLC,按照人機(jī)界面上預(yù)先設(shè)定的參數(shù)配方�,以位置控制模式帶動(dòng)傳送帶向機(jī)器人方向轉(zhuǎn)動(dòng)。2)當(dāng)傳送帶終端的紅外測(cè)距傳感器檢測(cè)到零件時(shí)��,尼龍材質(zhì)的符形塊托起零件�����,利用零件本身的重力作用,在垂直方向?qū)α慵M(jìn)行位置校正��,安裝彈簧緩沖機(jī)構(gòu)的氣缸側(cè)推工作�,在水平方向?qū)α慵M(jìn)行二次定位校正,3D激光傳感器對(duì)零件側(cè)面進(jìn)行輪廓掃描�����,判斷零件是否上錯(cuò)��、放反��,保證上料位置一致性��,提高機(jī)器人自動(dòng)上下料裝置的穩(wěn)定性�。3)PLC通過射頻識(shí)別技術(shù)讀取機(jī)器人夾具上面的電子標(biāo)簽,采集工裝產(chǎn)品信息��,轉(zhuǎn)換成數(shù)字產(chǎn)品代碼后��,通過網(wǎng)絡(luò)將代碼發(fā)送給機(jī)器人���,用來自動(dòng)調(diào)用機(jī)器人的運(yùn)動(dòng)軌跡任務(wù)��,當(dāng)傳感器檢測(cè)零件合格時(shí)�,上料單元啟動(dòng)機(jī)器人。4)機(jī)器人將待加工的零件放置在加工設(shè)備的上料位置�,取走已加工完成的零件,同時(shí)啟動(dòng)設(shè)備工作���,按照碼垛程序的控制算法�,將零件有序地放入下料小車對(duì)應(yīng)位置����。5)MES系統(tǒng)對(duì)PLC進(jìn)行數(shù)據(jù)采集和信號(hào)連接,利用智能算法進(jìn)行生產(chǎn)�����、設(shè)備�����、質(zhì)量數(shù)據(jù)分析�����,并自動(dòng)生成表格和圖形��,以便進(jìn)行可視化管理[5]�����。
圖2 工藝流程圖
為提高設(shè)備利用率���,機(jī)器人自動(dòng)上下料裝置設(shè)計(jì)三個(gè)功能�。1)抽檢不停機(jī)功能�。由于下料車被安全護(hù)網(wǎng)圍在內(nèi)部,質(zhì)檢員在護(hù)網(wǎng)外部接觸不到零件�,若進(jìn)入護(hù)網(wǎng)內(nèi)部取件,需要設(shè)備停機(jī)����,以保護(hù)人員安全,但會(huì)降低設(shè)備生產(chǎn)效率��。抽檢功能只需要員工觸發(fā)抽檢按鈕�,機(jī)器人自動(dòng)將加工完成的零件放在下料傳送帶上,傳出防護(hù)網(wǎng)外�����。2)換車不停機(jī)功能�����。當(dāng)下料車碼垛裝滿時(shí),蜂鳴器報(bào)警����,設(shè)備繼續(xù)進(jìn)行生產(chǎn),機(jī)器人自動(dòng)切換下料軌跡��,將零件放在下料傳送帶上�����,換車完成后�����,員工觸發(fā)啟動(dòng)按鈕��,機(jī)器人自動(dòng)切換到下料車碼垛軌跡�。3)機(jī)器人一鍵復(fù)位功能��。當(dāng)設(shè)備出現(xiàn)故障停機(jī)時(shí)��,若機(jī)器人沒有停在待機(jī)起始位置�,以往需要員工手動(dòng)操作示教器來復(fù)位機(jī)器人,步驟繁瑣,對(duì)員工技能要求高�,一鍵復(fù)位功能可以通過按住復(fù)位按鈕,機(jī)器人自動(dòng)調(diào)用復(fù)位程序��,判斷停止位置�,規(guī)劃復(fù)位軌跡,回到待機(jī)位置����,操作簡單方便。
2 整體系統(tǒng)設(shè)計(jì)
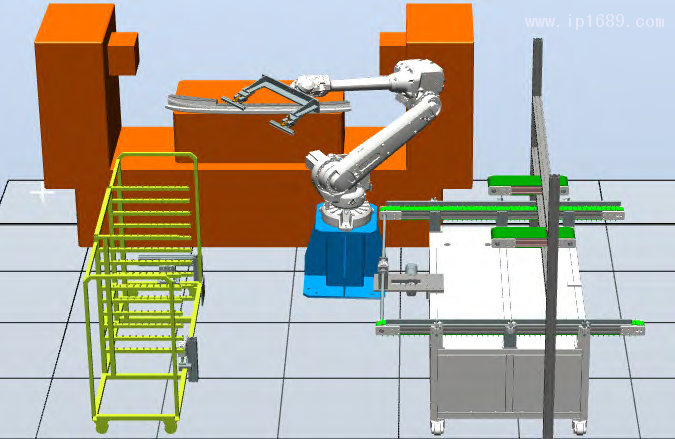
機(jī)器人自動(dòng)上下料裝置分為主體設(shè)備和產(chǎn)品工裝兩部分�����,通過更換產(chǎn)品工裝�����,主體設(shè)備可以實(shí)現(xiàn)對(duì)不同規(guī)格零件的加工����,以此適應(yīng)市場(chǎng)上產(chǎn)品多樣化和個(gè)性化的需求。主體設(shè)備由工業(yè)機(jī)器人��、上料單元�����、下料單元、電控系統(tǒng)四部分組成�����,設(shè)備實(shí)際效果圖如圖3所示�。
圖3 設(shè)備實(shí)際效果圖
2.1 工業(yè)機(jī)器人選型
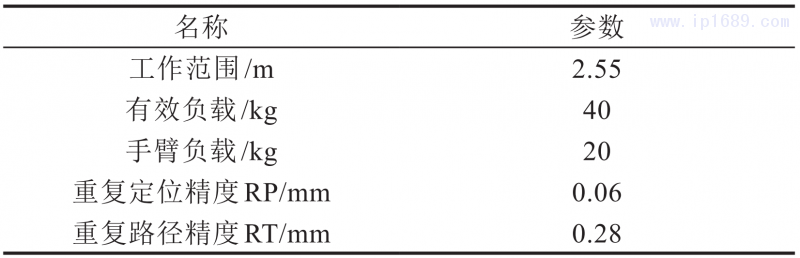
工業(yè)機(jī)器人在自動(dòng)上下料裝置中的主要應(yīng)用為搬運(yùn)和碼垛操作,選型的依據(jù)和重點(diǎn)是動(dòng)作范圍�、有效負(fù)載和重復(fù)定位精度。IRB 4600-40/2.55 是 ABB公司開發(fā)的高效通用型機(jī)器人����,裝配性能優(yōu)異的IRBP變位機(jī)和IRBT軌跡運(yùn)動(dòng)系統(tǒng),增強(qiáng)了機(jī)器人對(duì)目標(biāo)應(yīng)用的適應(yīng)能力�����,纖巧的機(jī)身使其在避繞障礙物時(shí)��,可以保持最高加速度��,循環(huán)周期時(shí)間短���。IRB 4600的規(guī)格參數(shù)如表1所示。
表1 IRB 4600的規(guī)格參數(shù)
2.2上料單元設(shè)計(jì)
上料單元設(shè)計(jì)采用儲(chǔ)料式傳送帶的形式,集中供料����,可以滿足50件待加工零件的同時(shí)擺放,皮帶上的橫條用于隔斷相鄰的兩個(gè)零件����,便于零件的分離操作,皮帶支架固定在花軸上�����,通過軸承在花軸上的移動(dòng)�����,調(diào)節(jié)兩側(cè)支架的間隔�����,使上料單元可以兼容長度在1.8 m~2.8 m范圍內(nèi)的零件��,利用傳送帶兩側(cè)的導(dǎo)向板���,對(duì)移動(dòng)的零件進(jìn)行左右方向校正�����,降低人工零件擺放的位置精度要求�。下料傳送帶固定在上料單元的上方,用于抽檢和換車下料�����,上下料在一側(cè)的設(shè)計(jì)�,可以有效減少員工的頻繁走動(dòng),下料傳送帶的皮帶電機(jī)為220 V調(diào)速電機(jī)��,通過旋轉(zhuǎn)調(diào)速旋鈕可以控制皮帶轉(zhuǎn)速���,防止速度過快��,導(dǎo)致成品件堆放�,造成零件表面磕碰劃傷��。
2.3 下料單元設(shè)計(jì)
下料單元由下料小車和小車固定機(jī)構(gòu)兩部分組成�,由于不同型號(hào)的汽車行李架形狀相似,所以下料小車設(shè)計(jì)成通用形式�,即不同型號(hào)的行李架共用一種下料車,可以降低產(chǎn)品的生產(chǎn)成本�����。小車的車身結(jié)構(gòu)是方鋼焊接成型�����,結(jié)構(gòu)簡單�����,牢固耐用���,使用耐磨的布料包裹車身�����,防止小車運(yùn)輸零件時(shí)產(chǎn)生劃傷��。小車固定機(jī)構(gòu)具有導(dǎo)向�����、定位和鎖死功能��,利用電容式傳感器檢測(cè)下料小車的擺放位置���,保證每次換車操作后����,下料車位置的一致性���。
2.4 電控系統(tǒng)設(shè)計(jì)
選用羅克韋爾1769-L30ERM型號(hào)的CPU作為電控系統(tǒng)的PLC����,進(jìn)行程序控制�、信號(hào)采集、數(shù)據(jù)處理和故障診斷���;選用羅克韋爾2711P-T6C21D8S型號(hào)的觸摸屏作為人機(jī)界面��,用于設(shè)定伺服參數(shù)����、手動(dòng)操作HMI上的虛擬按鈕��、顯示設(shè)備報(bào)警[6]���;選用易福門AC1421型號(hào)的以太網(wǎng)IP網(wǎng)關(guān)配置AS-i從站���,控制分布式I/O��,與行李架加工設(shè)備進(jìn)行通信,采集傳感器輸入��,控制電機(jī)和氣缸等執(zhí)行器機(jī)構(gòu)輸出�;選用羅克韋爾Kinetix350型號(hào)的單軸驅(qū)動(dòng)器控制伺服電機(jī)工作,驅(qū)動(dòng)器與電機(jī)間用兩根電機(jī)線相連接�����,紅色的電機(jī)線提供電源��,綠色的電機(jī)線傳遞電機(jī)編碼器信號(hào)�,PLC執(zhí)行MAM控制命令,使伺服電機(jī)按設(shè)定的絕對(duì)位置轉(zhuǎn)動(dòng)�,每當(dāng)上料傳送帶旋轉(zhuǎn)一周時(shí),伺服電機(jī)的位置值自動(dòng)歸零�,防止出現(xiàn)累計(jì)誤差;選用易福門ANT513型號(hào)的RFID讀寫頭��,識(shí)別機(jī)器人夾具上的E80371型號(hào)的RFID標(biāo)簽���,標(biāo)簽里寫有當(dāng)前工裝的ID信息�,PLC將其與切換工裝時(shí)選擇的產(chǎn)品信息做比較,以驗(yàn)證當(dāng)前工裝是否配方選擇錯(cuò)誤����,同時(shí)將產(chǎn)品代碼傳送給機(jī)器人,機(jī)器人利用TEST語法結(jié)構(gòu)來選擇當(dāng)前產(chǎn)品對(duì)應(yīng)的上下料程序[7]�����;利用MES系統(tǒng)對(duì)PLC進(jìn)行設(shè)備產(chǎn)量�、運(yùn)行時(shí)間、異常報(bào)警等數(shù)據(jù)采集�����,通過智能算法的邏輯計(jì)算���,轉(zhuǎn)換成可視的圖形和報(bào)表�,進(jìn)行監(jiān)控和管理[8]���。開通ABB機(jī)器人EtherNet/IP通信協(xié)議��,將機(jī)器人的EDS文件通過Studio5000軟件導(dǎo)入PLC中���,使PLC與機(jī)器人建立硬件組態(tài)���,實(shí)現(xiàn)32個(gè)字節(jié)長度的以太網(wǎng)通信;開通ABB機(jī)器人DeviceNet協(xié)議�����,使用DSQC652型號(hào)信號(hào)板連接機(jī)器人夾具I/O信號(hào)���,控制真空吸盤和氣缸夾爪動(dòng)作。硬件網(wǎng)絡(luò)圖如圖4所示���。
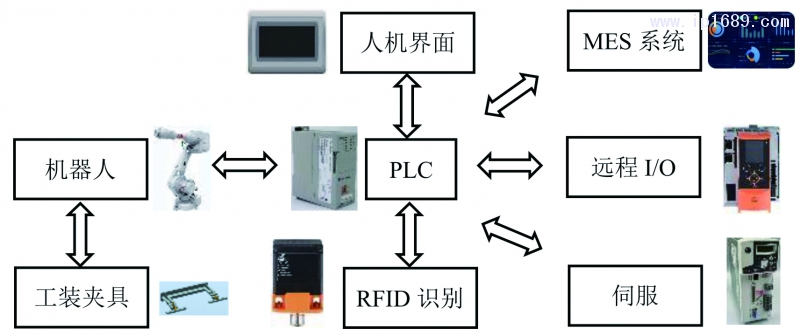
圖4 硬件網(wǎng)絡(luò)圖
2.5工裝夾具設(shè)計(jì)
通用型工裝夾具可靠性低�����,夾持精度不高�,影響行李架上料穩(wěn)定性��,所以將上料傳送帶的定位機(jī)構(gòu)和機(jī)器人夾具設(shè)計(jì)成專用型工裝�����,不同型號(hào)的行李架需要開發(fā)對(duì)應(yīng)形狀和尺寸的工裝[9]。定位機(jī)構(gòu)有零件分離��、位置校正��、輪廓檢測(cè)功能�����,是通過水平和垂直方向的氣缸運(yùn)動(dòng)�����,以及3D激光輪廓傳感器檢測(cè)來實(shí)現(xiàn)的�。機(jī)器人夾具結(jié)構(gòu)簡單,使用定位銷和螺絲與機(jī)器人六軸法蘭相連接���,降低工裝硬件成本��,夾具的執(zhí)行機(jī)構(gòu)由真空吸盤和氣爪組成���,利用真空發(fā)生器產(chǎn)生真空壓力,將行李架吸附在夾具上��,利用氣爪運(yùn)動(dòng)����,鎖緊行李架位置[10]�。
3機(jī)器人程序開發(fā)
3.1機(jī)器人軌跡仿真
機(jī)器人仿真圖如圖 5 所示�。機(jī)器人程序開發(fā)有手動(dòng)示教和離線仿真兩種方式,手動(dòng)示教是在現(xiàn)場(chǎng)環(huán)境��,手持示教器操作機(jī)器人移動(dòng)���,記錄軌跡位置�����、編寫邏輯�����;離線仿真是在軟件里建模,模擬機(jī)器人工作����,編寫動(dòng)作程序。機(jī)器人自動(dòng)上下料裝置利用ABB公司開發(fā)的RobotStudio軟件對(duì)其進(jìn)行離線仿真[11]����。1)創(chuàng)建一個(gè)空的工作站,在模型庫中選擇IRB 4600-40/2.55機(jī)器人模型,并將其導(dǎo)入工作站中����。2)選擇“從布局”方式創(chuàng)建機(jī)器人系統(tǒng),設(shè)置機(jī)器人的RobotWare的版本�,配置系統(tǒng)參數(shù),如添加840-1 EtherNet/IP Anybus Adapter�、608-1 World Zones、617-1 FlexPendant Interface等功能��。3)將SolidWorks軟件設(shè)計(jì)的上下料主體設(shè)備和產(chǎn)品數(shù)模�,以stp格式幾何體導(dǎo)入系統(tǒng)中,按照設(shè)計(jì)布局���,擺放各裝置的位置�����。4)定義工具數(shù)據(jù)����,將機(jī)器人夾具的質(zhì)量和重心位置等參數(shù)保存在tooldata中����,定義負(fù)荷數(shù)據(jù)�,將行李架質(zhì)量和重心保存在loaddata中��,分別在上料傳送帶��、加工設(shè)備和下料小車三個(gè)位置定義工件坐標(biāo)��,保存在wobjdata中����。5)將機(jī)器人運(yùn)動(dòng)曲線生成軌跡指令,配置軸參數(shù)����,仿真運(yùn)行機(jī)器人的上下料操作,檢測(cè)機(jī)器人是否發(fā)生碰撞[12]����。
圖5 機(jī)器人仿真圖
3.2機(jī)器人一鍵復(fù)位程序開發(fā)
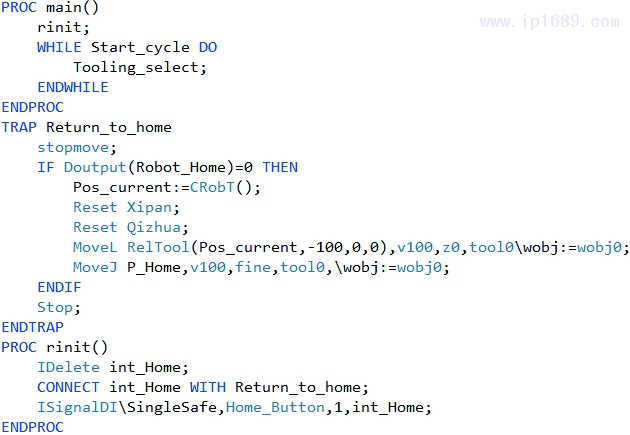
現(xiàn)場(chǎng)異常觸發(fā)機(jī)器人故障停機(jī)�����,需要設(shè)備具有一鍵復(fù)位功能��,快速恢復(fù)正常生產(chǎn)����。創(chuàng)建初始化程序rinit()��,并添加在主程序main()中�,刪除中斷連接���,將中斷字符int_Home和中斷程序Return_to_home相關(guān)聯(lián)����,將輸入信號(hào)Home_Button與中斷字符int_Home相關(guān)聯(lián)���,當(dāng)按住Home_Button按鈕時(shí)���,觸發(fā)中斷程序執(zhí)行。機(jī)器人停止移動(dòng)�����,獲取機(jī)器人當(dāng)前位置����,并保存到變量P_Home中,清除真空吸盤工作指令����,清除氣爪工作指令�����,機(jī)器人放下夾具中的零件�,在x方向以直線運(yùn)動(dòng)指令移動(dòng)-100距離���,在y方向和z方向保持不變�����,用于安全避讓�����,然后回到Home位置�,機(jī)器人停止����。機(jī)器人自動(dòng)復(fù)位程序圖如圖6所示�。
4結(jié)語
利用上料單元對(duì)加工零件進(jìn)行存儲(chǔ)、傳送����、分離�、定位�����、檢測(cè)���,IRB4600工業(yè)機(jī)器人抓取和搬運(yùn)零件進(jìn)行上下料操作�,在下料單元進(jìn)行有序的碼垛操作��,完成成品存儲(chǔ)�����,設(shè)計(jì)出一種用于汽車行李架加工的機(jī)器人自動(dòng)上下料裝置�����。通過RobotStudio軟件對(duì)機(jī)器人動(dòng)作進(jìn)行虛擬仿真�,簡化開發(fā)和設(shè)計(jì)流程,通過機(jī)器人一鍵復(fù)位功能�����,降低設(shè)備操作復(fù)雜度。采用工業(yè)機(jī)器人替代工人進(jìn)行上下料操作�,車間生產(chǎn)狀態(tài)從一人操作一臺(tái)設(shè)備變成一人操作多臺(tái)設(shè)備,可降低人力成本��,提高生產(chǎn)效率��,為增強(qiáng)企業(yè)競(jìng)爭力提供了可靠支持�����。
圖6 機(jī)器人自動(dòng)復(fù)位程序圖
參考文獻(xiàn):
[1] 王亞運(yùn)�����,楊杰.用于汽車行李架的一體式嵌件螺母[J].汽車與配件��,2021(17):67-69.
[2] 胡艷琳.基于PLC控制的物料檢測(cè)分類放置工業(yè)機(jī)器人系統(tǒng)研究與設(shè)計(jì)[D].河北:河北科技大學(xué)��,2020:1-7.
[3] 郭文豪. 基于等離子堆焊機(jī)器人工藝過程的動(dòng)力學(xué)研究[D].遼寧:沈陽工業(yè)大學(xué)����,2022:43-44.
[4] 王曉燕.基于PLC的液晶玻璃基板自動(dòng)上料控制系統(tǒng) [J].兵器裝備工程學(xué)報(bào),2020���,41(9):176-181.
[5] 廖能解�,馬平��,歐建國�,等.上下料桁架機(jī)器人控制系統(tǒng)設(shè)計(jì)[J].機(jī)械設(shè)計(jì)與制造,2020(12):171-175.
[6] 劉恒超.基于AB PLC和工業(yè)機(jī)器人的汽車天窗自動(dòng)排序上料系統(tǒng)設(shè)計(jì)[J].制造業(yè)自動(dòng)化���,2022�����,44(12):102-106.
[7] 楊亞�����,范琳琳.RFID 技術(shù)在 PLC自動(dòng)化系統(tǒng)中的集成應(yīng)用[J].工業(yè)控制計(jì)算機(jī)��,2022��,35(11):10-12.
[8] 張明月����,賀福強(qiáng)��,李思佳,等.基于MES系統(tǒng)的印刷工藝能耗管控研究[J].制造業(yè)自動(dòng)化.2023��,45(5):36-39.
[9] 魯霞����,吳卓明.一種工業(yè)機(jī)器人多功能夾具[J].機(jī)床與液壓,2020�,48(1):113-115.
[10] 楊昆,王艷春��,郭湖東�����,等.面向3C自動(dòng)化生產(chǎn)線的裝配工業(yè)機(jī)器人多功能組合夾具設(shè)計(jì)[J].科學(xué)技術(shù)創(chuàng)新�,2019(29):105-106.
[11] 樊琛,朱致遠(yuǎn)����,顏遠(yuǎn)遠(yuǎn).基于RobotStudio的分類碼垛工作站仿真研究[J].制造業(yè)自動(dòng)化,2023���,45(7):61-66.
[12] 趙偉博�����,李琳杰���,齊鍇亮. 基于RobotStudio的機(jī)器人上下料工作站設(shè)計(jì)與仿真 [J].計(jì)算技術(shù)與自動(dòng)化�����,2021,40(4):21-25.

















 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...













